Предлагаемый способ получения биметаллиЧВских изделий откосится к известным спюсобам, при которых твердая заготовка, подлежащая заливке вторым металлом, подвергается предварительному нагреву токами высокой частоты, но отличается от них тем. что заливку ряорым металлом ведут, не выключая тока, нагревающего помещенную :В фОрМу заготовку. Таким образом заготовка продолжает нагреваться и во время заЛИвки.
Предлагаемый способ может быть применен также для заварки и сварки изделий.
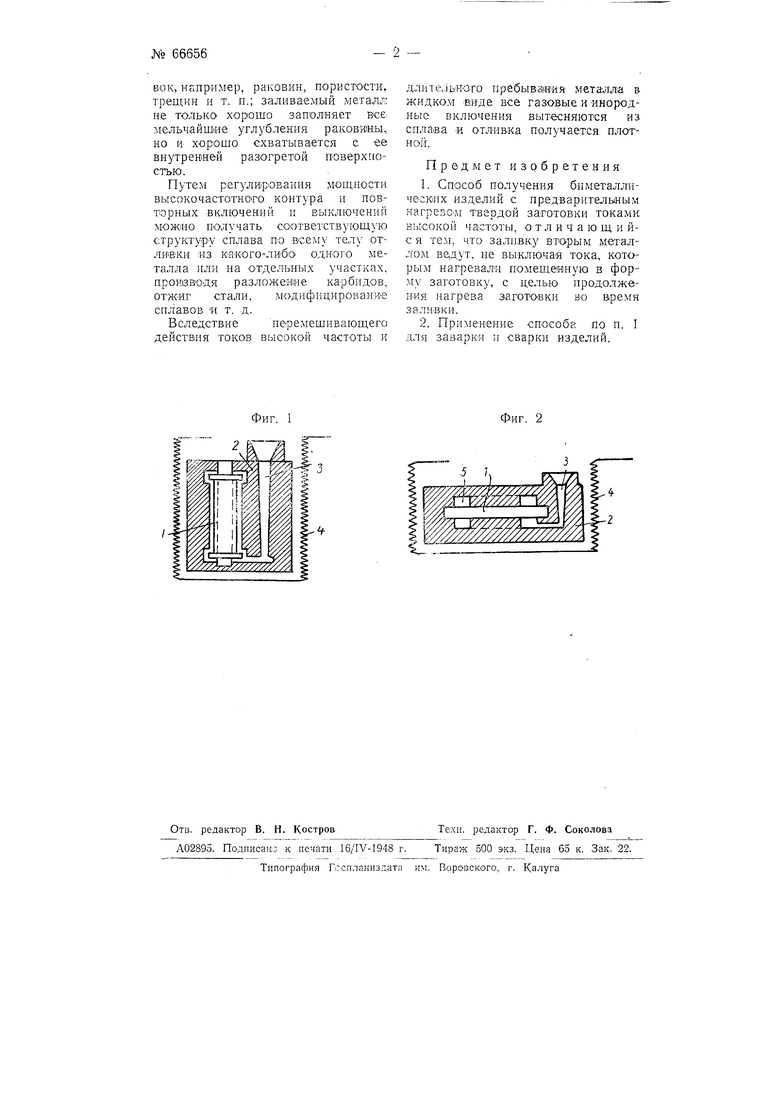
На фиг. 1 и 2 показаны разрезы форм с помещенным в них изде.ЛИЯМИ.
Металлическое изделие / вставлено в форму 2. снабженную литником 3. Вся форма помешена в андуктор 4 высокой частоты, хсловно обозначенный .
Пндуктор 4 включается незадолго до заливки металла и действием скИН-зффекта разогревает наружный по-верхностный слой изделия / так, что заливаемый через литник 5 расплавленный другой металл под действием высокой частоты остающегося включенным контура и того же скин-эффекта остается жидкотекучИМ.
Таким образом за все время введения жидкого металла в форму он соприкасается с сильно разогретой поверхностью изделия /. вследствие чего происходит раз-, мягченпе п даже расплавление поверхностного СЛОЯ основной ОТЛИВКИ, соприкасающегося с заливае-мым металлОМ; в результате пол)чается монолитнее Г1зделие. способом можно производить, например, разварку хвостов турбинных .юпаток чугуном при изготовлении диафрагм, при которой заливае.мый металл должен образовать одно пелое не со всей поверхностью основной ОТЛИВКИ. заложеНИой в форму, а ТОЛЬКО с некоторыми частялги ее пОверхности. как показано на фиг. 2. где цифра о указывает ПОЛОСТЬ д.тя заливки второго металла.
Одним из частных случаев применения предлагаемого способа может служить заливка подип1пн;;ко-в. при которой заливаемый металл прочно сс«дИНяется ct; вкладышами подшипников.
Тот же метод с спехом прилшвим и ДЛЯ заварки дефектов отлиВОК, например, раковин, пористости, трещин и т. п.; заливаемый металл не только хорюшо заполняет все мельчайшее утлубления раковины, но и хорошо схватывается с -ее внутрен1ней разогретой поверхностью.
Путем регули1р1авания монцности высокочастотного контура и пов,торных включений н выключений МОЖ1НО получать оООтветствуюш}ю структуру сплава по всему телу отлиВ ки :из КЯКОто-.чибо однОГО металла или на отдельных участках, проиввОДя разложение карбидов, отжит стали, модифицирование сплавов И т. д.
Вследств,ие перемешивающего действия токов высокой частоты и
дЛите..ЬНОго Г ребыва1Н1йя металла в жидком |Б,иде все газовые и инородные включения вытесняются из сплава и отливка получается плотной.
Предмет изобретения
1.Способ получения биметаллических изделий с предварительным нагревСЛ твердой заготовки токамк высокой частоты, о т л и ч а ю щ и йс я тел1, что заливку вторым металлoJM ведут, не выключая тока, которым нагревали помещенную в форму заготовку, с целью продолжения нагрева заготовки во время заливки.
2.Применение способа по п, I. для заварки и сварки изделий.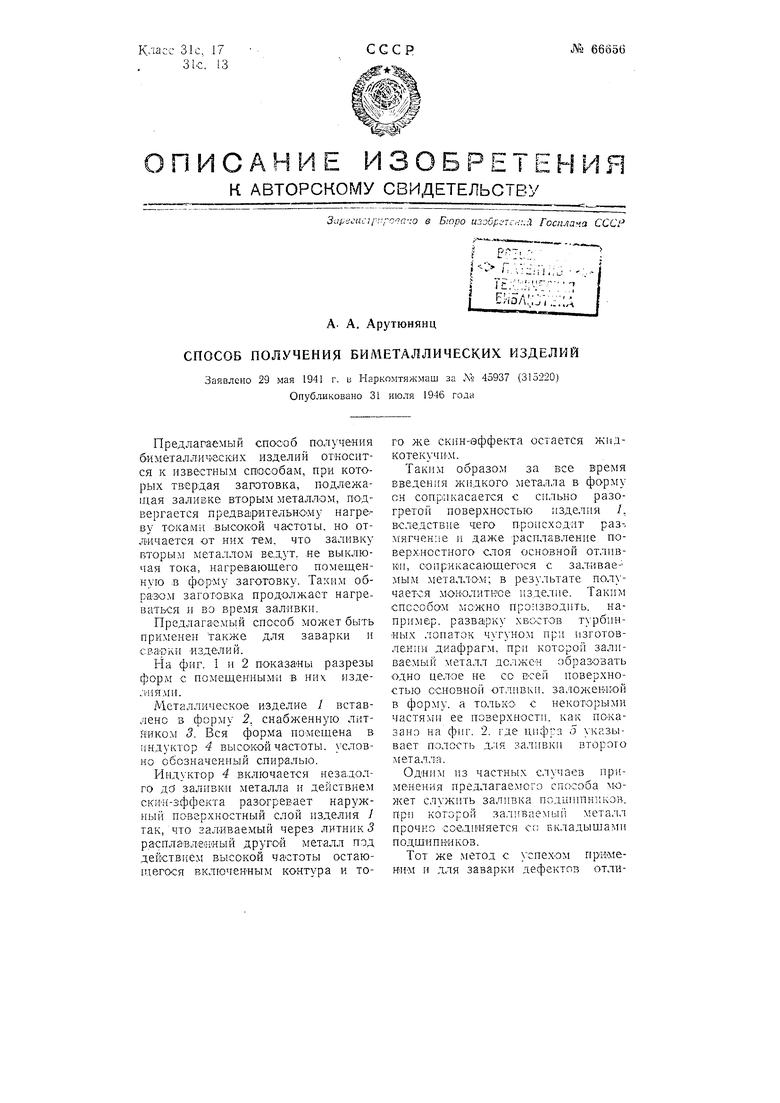
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства отливок | 1940 |
|
SU61469A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Способ изготовления литого изделия с проницаемой ячеистой структурой из алюминиевого сплава | 2018 |
|
RU2678856C1 |
| ОБРАБОТКА РАСПЛАВЛЕННЫХ МЕТАЛЛОВ ДВИЖУЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ | 2001 |
|
RU2296034C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ получения длинномерных биметал-личЕСКиХ ОТлиВОК | 1979 |
|
SU831318A1 |
