В патенте Л 790 В. В. Еерекеша описан способ загиба и закалки рессорных листов, который состоит в том, что комплект раскаленных рессорных листов после их загиба в один прием па специальном прессе перекладывается и зажимается в таких же штампах, как и у пресса, и в зажатом состоянии закаливается.
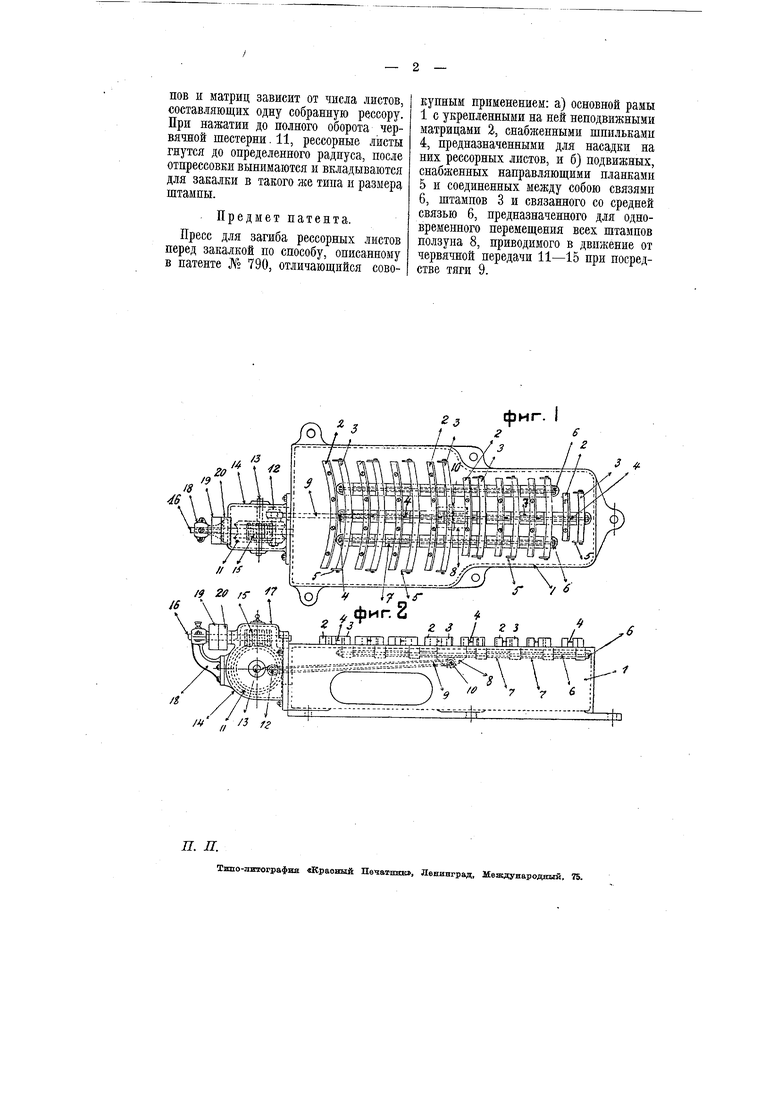
Предлагаемый пресс, изображенный на фиг. 1 и 2 чертежа в двух проекциях, предназначается для загиба рессорных листов перед их закалкой. На чугунной раме 1 укреплены неподвижные матрицы 2 и подвижные штампы 3, между которыми закладываются нагретые до требуемой температуры рессорные листы. На матрице 2 имеются стальные шпильки 4, которые служат направлением для центра рессорного листа; отверстия на рессорных листах для их сборки после штамповки выполняются заранее. На концах подвижных штампов 3 привернуты предохранительные планки 5, служащие для направления концов рессорных листов. Подвижные штампы 3 соединены железными
связями 6, которые служат для одновременного наягимания всех штамнов на рессорные листы. Между подвижными штампами на связь 6 надеваются газовые трубы 7. Все движение штампам 3 передается через ползун 8, находящийся на средне связи 6 и двигающийся по пазу, сделанному в раме 1 пресса. Движение ползуну 8 передается через тягу 9, соединенную с ползуном 8 посредством пальца 10; другим концом тяга 9 соединена с червячной шестерней 11 посредством пальца 12, закрепленного в шестерне 11. Последняя насажена на валу 13, который вставлен в кожух 14, привернутый болтами к раме 1. Шестерня 11 получает движение от червяка 15, который насажен на вал 16.
Все сцепление червяка 15 и шестерни 11 помещается в наглухо закрытом крышкой 17 кожухе 14. Кожух с винтовым сцеплением заполняется машинным маслом. К кожуху 14 привертывается болтами чугунный кронштейн 18 для поддержания червячного валика 16, на который насажены холостой и рабочий шкивы 19 и 20. Количество штамНОВ и матриц зависит от числа листов, «оставляющих одну собранную рессору. При нажатии до полного оборота червячной шестерни .11, рессорные листы гнутся до определенного раднуса, после отпрессовЕи вынимаются и вкладываются для закалки в такого же типа и размера штампы.
Предмет патент а.
Пресс для загиба рессорных листов перед закалкой по способу, описанному в патенте № 790, отличающийся совокупным применением: а) основной рамы 1 с укрепленными на ней неподвижными матрицами 2, снабженными шпильками 4, предназначенными для насадки на них рессорных листов, и 6} подвижных, снабженных направляющими планками 5 и соединенных между собою связями 6, штампов 3 и связанного со средней связью 6, предназначенного для одновременного перемещения всех штампов ползуна 8, приводимого в движение от червячной передачи 11-15 при посредстве тяги 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления гнутых коленчатых валов | 1928 |
|
SU25841A1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU994286A2 |
| УСТРОЙСТВО для УСТАНОВКИ КРУПНОГАБАРИТНЫХ ШТАМПОВ НА ПРЕССБ[ И СНЯТИЯ ИХ | 1966 |
|
SU181602A1 |
| Пресс для изгибания рессорных листов | 1935 |
|
SU49747A1 |
| Л\ЕХАНИЧЕСКИЙ ПРЕСС С НИЖНИМ ПРИВОДОМ | 1971 |
|
SU424735A1 |
| Гибочно-закалочная установка для изготовления листовых рессор | 1987 |
|
SU1560586A1 |
| Загрузочное устройство при пекарных камерах | 1934 |
|
SU43616A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1938 |
|
SU57816A1 |
| Автоматический горизонтально-сверлильный станок для изготовления решет к фильтр прессам | 1929 |
|
SU24211A1 |
,/ 3 2
9 1 46 4Ь1 f
( 2е ff о/ 7 . 1 . фиг. .
г L I
, , . гттт.пгтгл.flTT/iШ1 СШ.Ш. mri,
--- да1 $5Ш Й@ вйр«ёЭД
.
1 , Ч V
/

