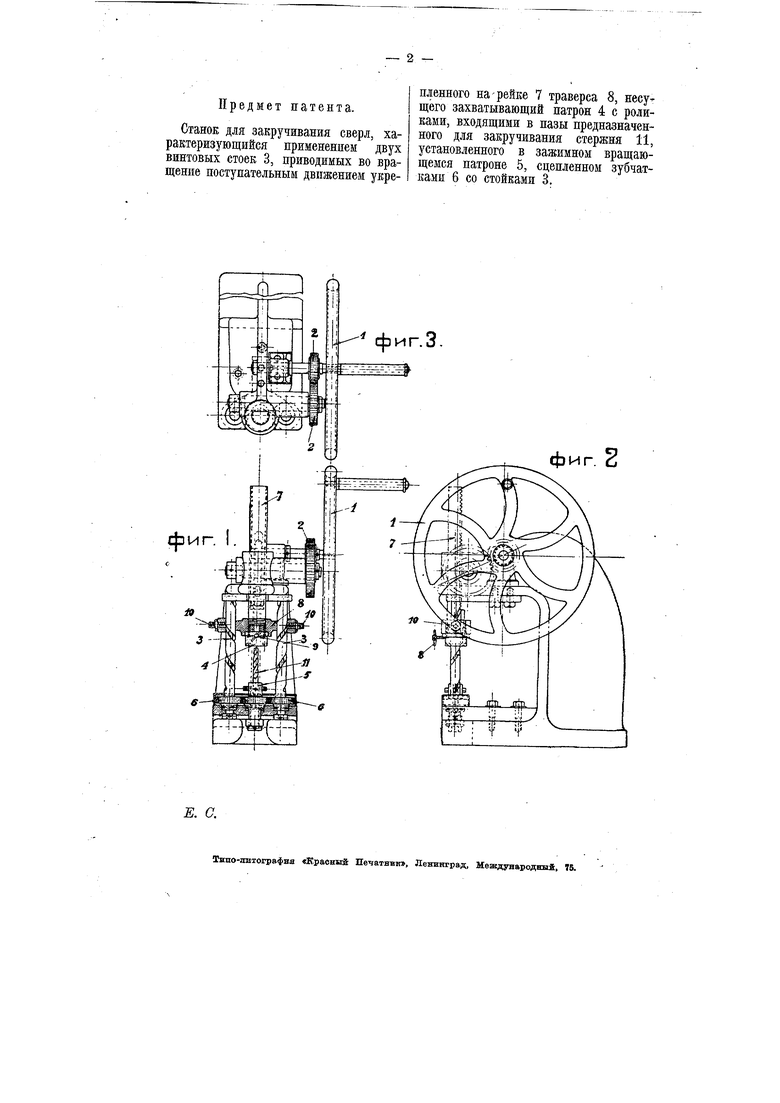
На фиг. 1, 2 И 3 чертежа изображены виды спереди, сбоку и в плане предлагаемого станка для закручивания сверл.
Станок состоит из маховика 1, который при помощи двух зубчатых колес 22 передает поступательное движение зубчатой рейке 7; последняя нижним концом наглухо закреплена в траверсе 8. В траверсе 8 укреплен патрон 4 с двумя роликами, имеющими профиль канавок сверла и могущих, при помощи винта 9, сближаться и расходиться, т.-е. менять расстояние между осями роликов. Траверс входит с обоих концов винтами 10 в спиральные выемки стоек 3, которые имеют внизу шариковые порятники и зубчатые колеса 6, сцепляющиеся с такой же зубчаткой зажимного патрона 5.
При вращении маховика 1, зубчатая рейка 7 передает поступательное движение траверсу 8, при чем последний винтами 10 приводит во вращение стойки 3, которые при помощи шестерен 6 вращают шестеренку патрона 5 с зажатым в нем сверлом 11. Шаг спирали стоек 3 равен шагу спирали закручиваемого сверла, так что, при повороте стоек на определенный угол, сверло дает поворот на такой же угол, поэтому на сверле нолучится спираль, аналогичная спирали стоек.
Перед закручиванием сверло подвергается следующей обработке: отрезанный определенной длины кусок круглой стали подвергается штамповке, т.-е. впей делаются две продольные выемки, равные по профилю выемкам спирали сверла,причеи выемка в дальнейшем фрезерованию це подвергается. Таким образом подготовленное сверло нагревается до темнокрасного цвета и быстро зажимается хвостом в патрон 5 станка для закручивания. Затем маховиком 1 траверс с патроном 4, в котором ролики разжаты, опускается до своего нижнего положения, соответствующего началу спирали сверла от хвостовика, винтом 9 ролики сближаются, и траверсу дается движение вверх; в это время происходит закручивание сверла.
Закручивание сверла происходит при подеме траверса, с целью последовательного и равномерного процесса закручивания. Если сделать закручивание при опускании траверса, то оно будет неонределенное, т.-е. может начаться в средине или в концах сверла, в зависимости от температуры местных нагревов.
Предмет патента.
Станок для закручивания сверл, характеризующийся применением двух винтовых стоек 3, приводимых во вращение поступательным движением укрепленного на-рейке 7 траверса 8, несу щёго захватывающий патрон 4 с роликами, входящими в назы предназначенного для закручивания стержня 11, установленного в зажимном вращающемся патроне 5, сцепленном зубчаткамы 6 со стойками 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| Устройство для автоматического сверления в шпалах отверстий под наживляемые костыли | 1955 |
|
SU102906A1 |
| Прибор для засверливания центров на различного рода изделиях | 1929 |
|
SU23729A1 |
| Станок для продольной прокатки | 1975 |
|
SU572323A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Станок для заплетки канатов | 1976 |
|
SU614144A1 |
| Приспособление при станке для изготовления из клепок деревянных труб для обматывания их проволокой | 1932 |
|
SU29969A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
фиг. I.
фиг.З
фиг. 2

