I
Изобретение относится к обработке металлов давлением.
Известно устройство для изготовления деталей методом торцовой прокатки, содержащее верхний и нижний штамповочные инструменты.
Цель изобретения - расширение технологических возможностей путем изготовления деталей некруглого профиля.
Ук азанная цель, достигается тем, что в предлагаемом устройстве на одном инструменте выполнен выступ некруглого сечения, а в другом соответствуюш 1Й сечению паз.
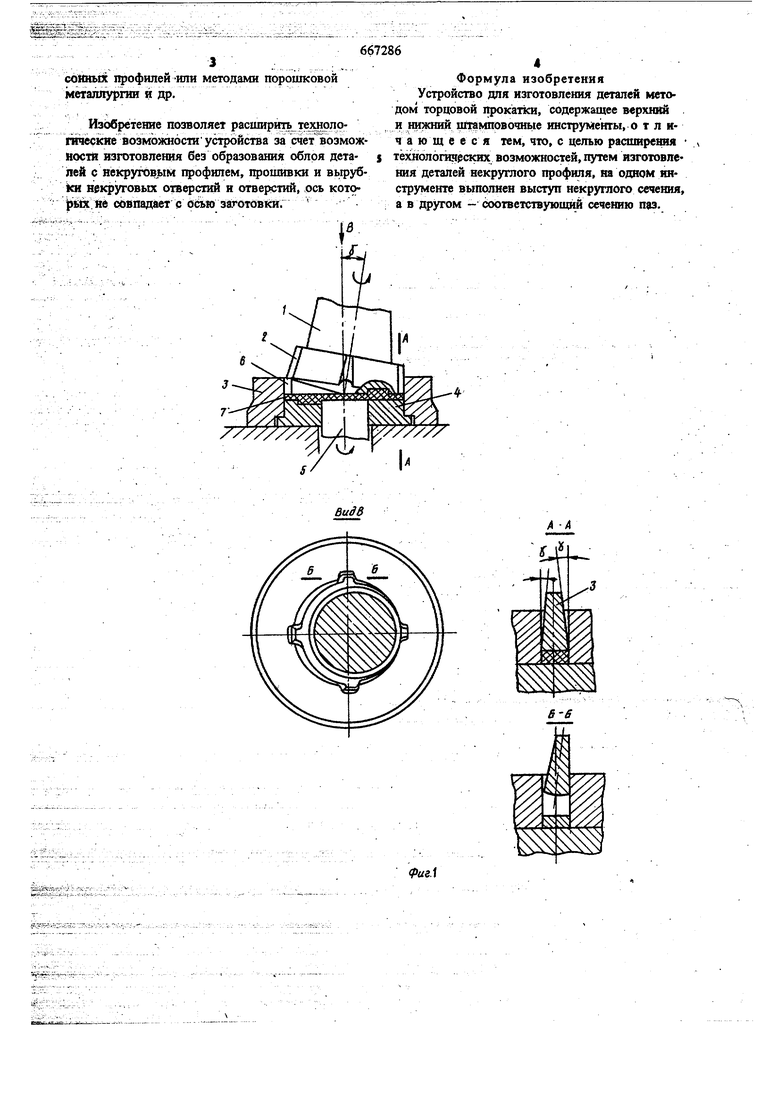
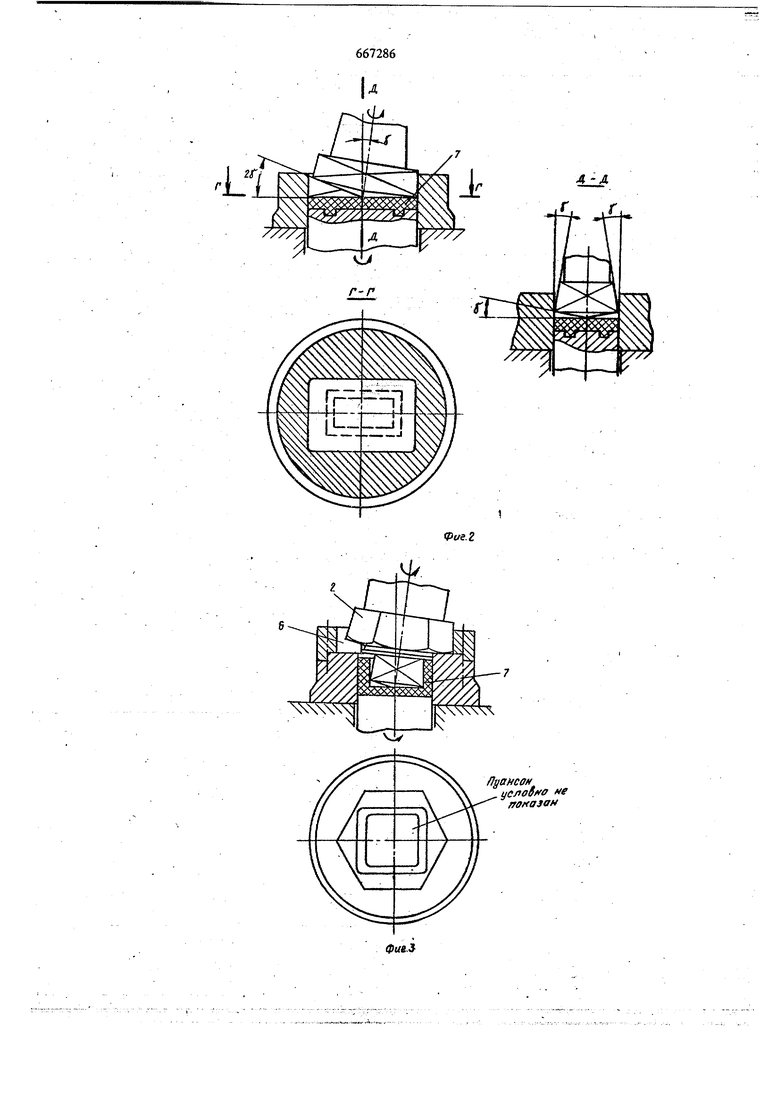
На фиг. 1-2 представлены устройства, в которых выступы и пазы выполнены на формообразующих поверхностях инструментов; на фиг. 3-5 - устройства, в которых выступы и пазы выполнены вне деформирующих частей инструментов.
Верхний штамповочный инструмент выполнен в виде пуансона 1 с выступом 2 некруглого сечения и установлен под углом у к оси нижнего штамповочного инструмента.
Нижний штамповочный инструмент содержи штамповочную матрицу 3, нижний пуансон 4 и
выталкиватель 5. На внутренней боковой поверхности матрицы выполнен паз 6, соответствующий сечению выступа 2 на пуансоне 1.Боковые поверхности выступа 2 скощены в вертикальной плоскости под углом 7 для обеспечения возможн.ости вращения инструментов в процессе деформации (см. фиг. 1 и 2). .
Устройство работает следуюпщм образом.
Заготовку 7 укладывают в матрицу 3 и при осевом сближении верхнего и нижнего инструментов вводят пуансон 1 в матрицу 3 так, чтобы вые, туп 2 на пуансоне вошел в паз 6 в матрице. С&гажение инструментов осуществляют до тех пор, пока выступ 2 на пуансоне своими выступаюцщми элементами профиля не будет находиться в зацеплении с матрицей при полном повороте инструментов. После зтого приводят инструменты во вращение (направление вращения на чертеже показано стрелками) и осевым сближением осущест.вляют деформацию.
В качестве исходной заготовки могут быть использованы цилиндрические и фасонные заготовки, получаемые, например, вьфубкой из листа, ковкой, штамповкой, литьем, резкой из фасонных профилей Шга методами порошковой металлур1гии и др.
Изобретение позволяет расширить TiexHpnoгачес1сиевозмЬ И1бстиустройства за счет возможности изготовления без образования облоя деталей с некруговым профилем, прошивки и вьфуб1еи некруговых отверспоЭ и отверстий, ,ось которш;нй совпадает 0 ОЬьюзаготовкиг
Формула изобретения Устройство для изготовления деталей методом торцовой прокатки, содержащее верхний . и юшиий ит114Првочш 1е ииструмепгы, о т л и чающееся тем, что, с целью расширения тёхнологинеских возможностей, путем изготовления деталей некрутого профиля, на одиом инструменте выполиеи выступ некрутого сечения, а в другом - соответствующий сечению паз.
SudS
А -А
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| Узел крепления штамповочного инструмента | 1990 |
|
SU1803338A1 |
| Способ изготовления колец и инструмент для его осуществления | 1983 |
|
SU1194551A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2121900C1 |
| Инструмент для торцовой прокатки | 1989 |
|
SU1639839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ И СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254957C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |

Луаисок
uCflOOffO
