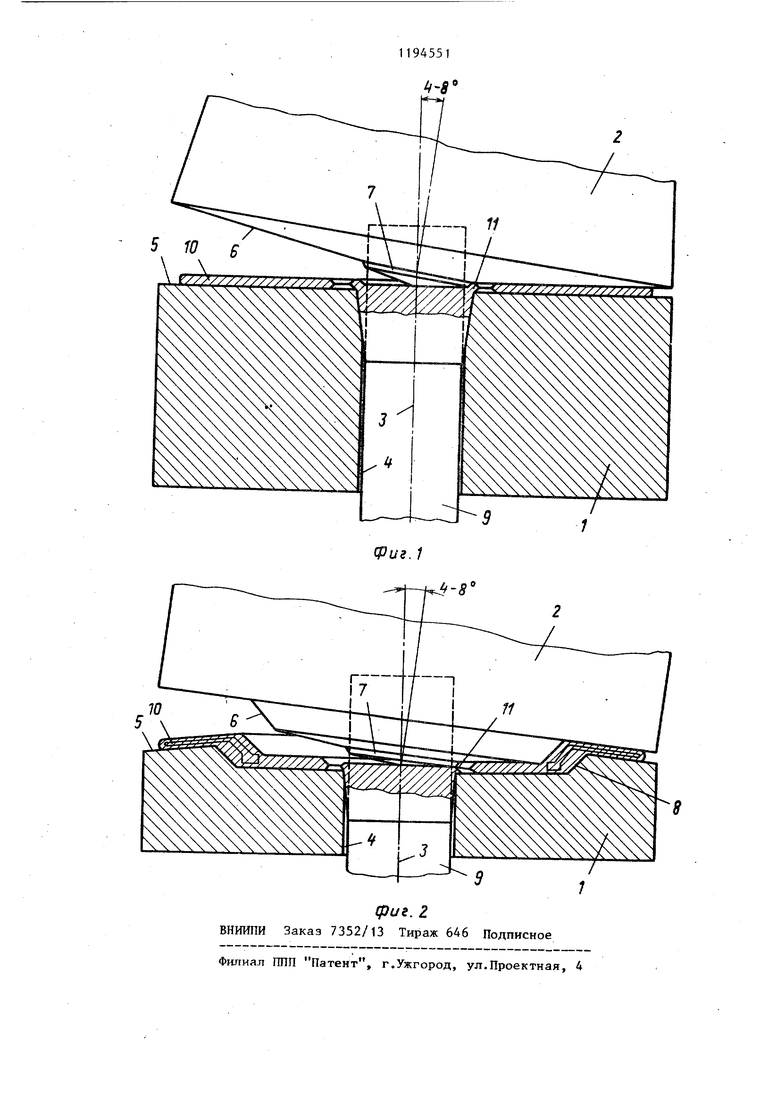
1 Изобретение относится к производ .ству плоских кольцевых изделий пря, моугольного или сложного сечения то цовой раскаткой цилиндрической заго товки. Целью изобретения является повьш ние стойкости инструмента путем обеспечения отрыва кольца от загото ки при раскатке. На фиг. 1 показан инструмент для осуществления способа изготовления кольца прямоугольного сечения; на фиг. 2 - то же, для сзготовления кольца сложного сечения. Инструмент для изготовления коле торцовой раскаткой состоит из враща щейся кольцевой матрицы 1 и вращающегося пуансона 2, наклоненного к Ьси 3 раскатки (осц матрицы 1) на угол 4-8°. Матрица 1 имеет централь ное отверстие 4 для установки заготовки и рабочую поверхность 5, форма которой (плоская на фиг.1 или ступенчатая на фиг.2) определяется формой готового кольца. Вращающийся пуансон 2 на своей рабочей поверхности 6 имеет центральный выступ 7, диаметр которого равен диаметру центрального отверстия 4 матрицы. В зависимости от формы готового кольца рабочие поверхности 5 и 6 матрицы и/или пуансона могут иметь охватывающие элементы 8, которые должны быть выполнены коническими с углом наклона их образующих к оси 3 раскатки не менее 45 (фиг.2) Изготовление колец осуществляется с помощью описанного инструмента следующим образом. Цилиндрическую заготовку 9 устанавливают в центральное отверстие 4 матрицы 1. При вращении матриизы и пуансона вокруг их осей часть заготовки, выступающую над рабочей поверхностью.матрицы, деформируют торцовой прокаткой посредством сбли жения матрицы и пунасона. В конце процесса прокатки выступ 7 пуансона выполняет на кольце10 кольцевой концентратор 11 напряжений, вблизи 51I 2 которого должно произойти разделение (отрыв) кольца 10 от заготовки под действием радиальных растягивающих напряжений при их равенстве пределу прочности материала заготовки. Обеспечение этого равенства при наклоне пуансона к оси раскатки на угол 4-8 достигается заданной степенью деформации 1п TJ- материала заготовки, найденной экспериментальо и выражающейся следующим образом 1,75§ 1п :- Ъ 4,57 - 1,01 уН DO + 0, 2,14 ( -1,74 у If .0,,34,(Н..), где Нр, DO - соответственно высота и диаметр выступающей части заготовки; Н - толщина кольца по его внутреннему контуру; у - угол наклона пуансона к оси раскатки, град. Из этого выражения при условии и :г- 1,5 определяют высоту Н„ выDOступающей части заготовки, достаточную для отрьша кольца от заготовки в конце процесса раскатки. По предложенному способу изготовили модель диска трения - плоского кольца с наружным диаметром 130 мм, внутренним диаметром 60 мм и толщиной 1,5 мм из заготовки сталь 45 диаметром 40 мм и высотой 40 мм. При Hji 16 мм, 5 получили 1п - Ь 4 2,37 7 1,11. Раскат л - ку выполнили на прессе 100 тс с приставкой для торцовой прокатки при скорости вращения инструмента 60 оборотов в минуту. Исключение операции разделения заготовки и кольца режущей кромкой инструмента позволяет повысить его стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения спеченных кольцевых заготовок | 1989 |
|
SU1669635A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| Валковый инструмент для раскатки колец | 1987 |
|
SU1542679A1 |
| Способ изготовления деталей с центральным отверстием | 1985 |
|
SU1266632A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2198053C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С УДЛИНЕННОЙ ОСЬЮ | 1992 |
|
RU2043811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПРОКАТА | 1997 |
|
RU2127643C1 |
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| Способ прокатки кольцевых изделий | 1989 |
|
SU1708483A1 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
1. Способ изготовления колец, при котором 1щлиндрическую заготовку устанавливают во вращающуюся кольцевую матрицу и раскатывают по этой матрице выступающую над ее рабочей поверхностью часть заготовки наклонным к оси раскатки вращаюци14ся пуансоном, отличающийс я тем, что, с целью повышения стойкости инструмента путем обеспечения отрьта кольца от заготовки при раскатке, выступающую часть заготовки раскатывают пуансоном, наклоненным к оси раскатки на угол 4-8 , в процессе раскатки на кольце в зоне его перехода к заготовке выполняют коль.девой концентратор напряжений, а высоту выступающей части заготовки определяют из выражений in 1,4,57 - 1.01 у 1.75 §2 0,.14 (|j) - 1.7Ау|5- .0..34 у (§:-). Ik Ро i1,5, где H(j. Dj, - соответственно высота и диаметр выступающей части заготовки} толщина кольца по его внутреннему контуру; у- угол наклона пуансона к оси раскатки, град. 2.Инструмент для осуществления способа по П.1. содержащий приводную матрицу с центральнь отверстием и наклонньй к оси матрицы приводной пуансон, отличающийся тем, что пуансон выполнен с центральным вьютупом на его рабочей поверх;о 4 ел ности, диаметр которого равен диаметру центрального отверстия матрицы. 3.Инструмент по п.2. отличающийся тем. что охватываюСЛ1 щие элементы рабочих поверхностей : матрицу и пуансона выполнены коническими с углом наклона образующих к оси раскатки не менее 45.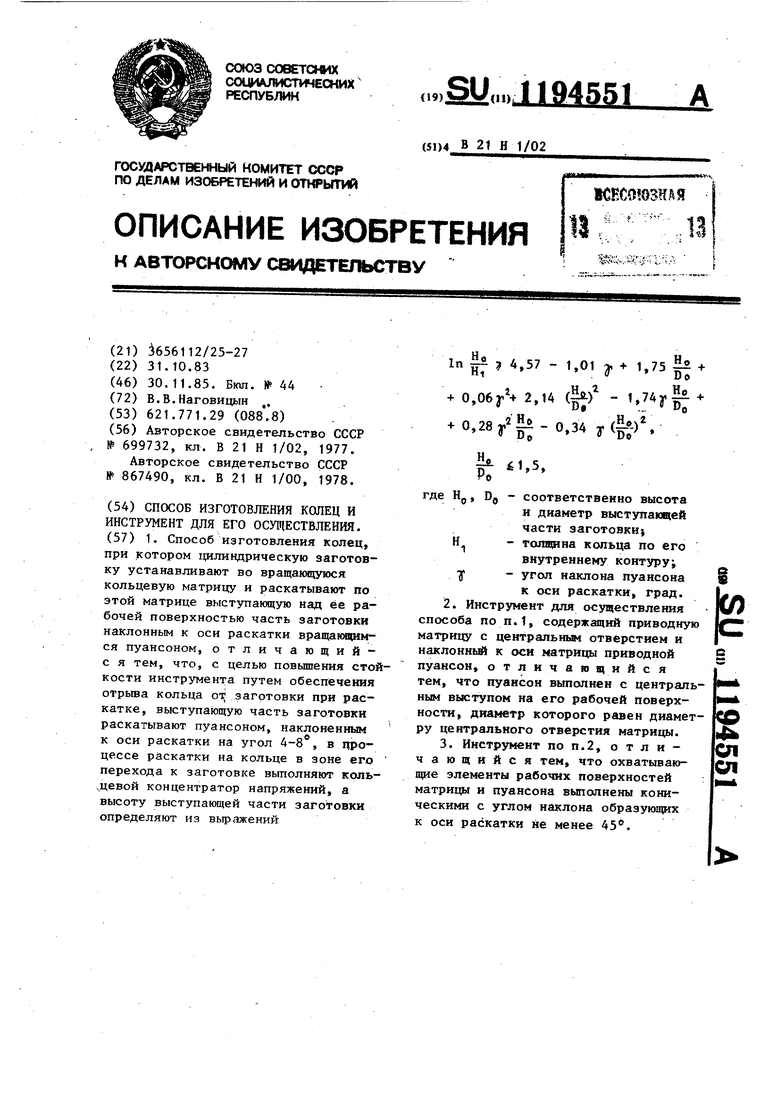
| Способ изготовления кольцевых деталей раскаткой | 1977 |
|
SU699732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления осесимметричных деталей | 1978 |
|
SU867490A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
