(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША МАСТЕР-ШТАМПА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки биометаллических штампов | 1975 |
|
SU558948A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU567759A1 |
| Способ получения составных стальных поковок | 1977 |
|
SU659264A1 |
| Способ изготовления биметаллических штамповых изделий | 1980 |
|
SU954454A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU697577A1 |
| ПцНиТНО'ТЕШПЕСНА? | 1973 |
|
SU365387A1 |
| Способ изготовления биметаллических изделий | 1975 |
|
SU513829A1 |
| Способ изготовления биметаллических изделий | 1975 |
|
SU553080A1 |
| Способ термомеханической обработки биметаллических штампов | 1981 |
|
SU1020445A1 |
| Способ изготовления биметаллических изделий | 1974 |
|
SU501087A1 |
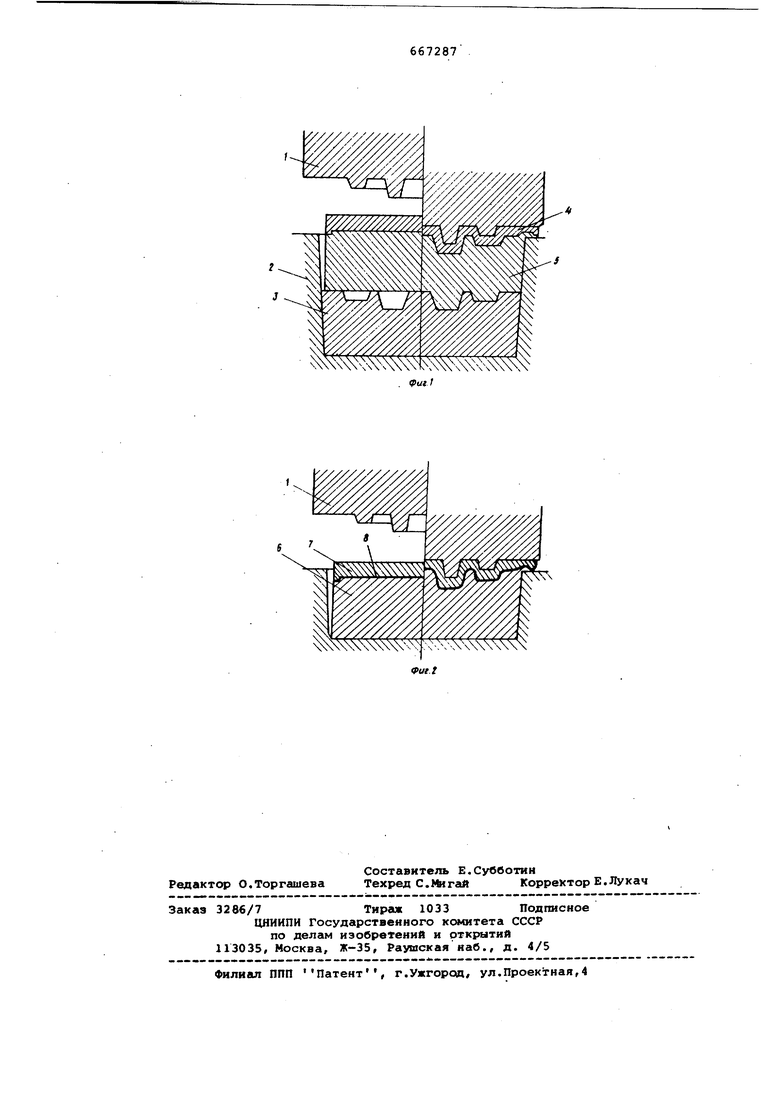
Изобретение относится к области обработки металлов давлением, а именно к способам изготовления вкладыша мастер-штампа. Штамповку штампов из однородного материала производят в мастер-штампах содержащих мастер - пуансон с рабочей фигурой, идентичной гравюре штампового изделия, и контейнер, в донной части которого установлен вкладыа с магазином - приемником для размещения в нем при пластическом формообразоват НИИ гравюры избытка материала заготов ки штампа. Наличие во вкладыше магазина - приемника обеспечивает прямолинейное течение деформируемого материала, что снижает вероятность трещино образования штампов. При штамповке биметаллических штам лов положительная роль магазина приемника существенно возрастает,так как от его формы и размеров зависит также равномерность плакирования осно вы штампа и уровень остаточных напряжений в биметаллическом соединении .Дл достижения высокого качества изготовления биметаллических штампов магазину - приемнику необходимо придать профиль, соответствующий профилю по-: вёрхности .соединения основы штампа с плакирующим слоем. Известен:, способ изготовления вкладыша мастер - штампа с магазином приемником для штамповки бимета.ллических штампов с плакирующим слоем, включающий нагрев заготовки вкладелша, штамповку магазина т-приемника мастерпуансон и механическую обработку 1. Однако этот способ имеет недостатки, связанные с тем,что при его испольпользовании требуется предварительно выполнить опыты для определения оптимальной формы и размеров магазина - приемника и изготовить специальный пресс - инструмент для его формообразования. Это повышает трудоемкость и снижает качество изготовления вкладышей мастер - штампов из-за трудностей точного определения параметров магазина - приемника. Целью изобретения является снижение трудоемкости и повьиение качества изготовления вкладышей мастер - штампов. Цель достигается тем, что перед нагревом на заготовку вкладыша мастер - штампа наносят промежуточную прослойку из абразива и устанавливают прокладку, аналогичную плакирующему слою биметаллического штампа, а. после штамповки прокладку удаляют. Предлагаемый способ обеспечивает достижение полного сходства профиля магазина - приемника с профилем границы раздела плакирующего слоя с основой штампа и i. снижает трудоемкость его изготовления вследствие возможности использования для получения магазина - приемника в качестве пресс - инструмента мастер - пуансона, входящего в комплект мастер штампа. На фиг.1 схематично изображен мас тер - штамп; на фиг.2 - схема изгото вления вкладыша. Мастер-штамп состоит из мастер - пуансона 1, рабочая фигура которого соответствует гравюре штампа, и контейнера. 2 с установленным в нем вкл дьаием 3 с магазином-приемником, отв чающим по форме и размерам поверхности соединения плакирующего слоя 4 с основой 5 штампа.Вкладьш изготовляют посредством мастер - пуансона 1 для формообразования магазина - приемника в заготовке 6 вкладьааа мастер - штампа с использованием про кладки 7, выполненной из материала и с размерами плакирующего слоя исходной заготрвки штампового изделия при этом между заготовкой 6 вклгшыш и прокладкой 7 предусмотрено размещение промежуточной прослойки 8, исключающий возможность сварки и от носительно перемещения заготовок при их деформации в контейнере. Пример. Биметаллический шта получают способом штамповки заготов состоящей из материалов марок 4Ох (основа) и 45ХЗВЗМФС (плакирующий слой), предварительно нагретой до 600-800 0. С учетом этих условий заготовку вкладыша мастер - штампа 6 (фиг.2) изготавливают из стали 40х, а прокладку 7 - из стали 45ХЗВЗМФС с размерами соответственн основе и плакирующего слоя заготовк Затем соединяют заготовку вкладьиа 6 с прокладкой 7, например, в замок .при этом между этими деталями разме щают тонкую промежуточную прослойку 8 из абразивного порошка для того, чтобы исключить их сваривание, а та же относительное скольжение при вып нении последующей деформации. Собранный пакет нагревают до бОО-ВОО С и устанавливают в контейнер. После этого производят штамповку пакета с использованием мастер - пуансон 1 (фиг.1), при выполнении которой происходит формообразование магазина - приемника вкладыша мастер - штампа. Вслед за штамповкой из контейнера извлекают отштампованный пакет, разъединяют его и удаляют проклгшку. Вкладыши передают-под размерног механическую обработку и пo злёдyющyю термообработку, а затем готовый вкладыш устанавливают в мастер-штамп. После этого мастер - штамп считается пригодным для штамповки биметаллических штампов с плакирующим слоем. Использование предложенного способа обеспечивает снижение стоимости мастер-штампрв, что содействует расширению области производства биметаллических штампов и тем санам позволит сократить расход лимитирующих штамповых материалов, при этом обеспечивается снижение трудоемкости процесса и повьаиение. качества изготовления. Формула изобретения Способ изготовления вкладыша мастер-штампа с магаЗИНом-приемником для штамповки биметаллических штампов с плакирующим слоем, включающий нагрев заготовки вкладыша, штгилповку магазина - приемника и механическую обработку, отличающийс я тем, что, с целью снижения трудоемкости и повыиения качества изготовления, перед нагревом на заготовку вкладыаа мастер штампа наносят промежуточную прослойку из абразива и устанавливают прокладку, аналогичную плакирующему слою биметаллй.ческого штампа, а после штамповки прокладку удаляют. Источники информации, принятые во внимание при экспертизе: 1. Грауманис Я.В., Рудзитис А.А. Вьадавливание формообразующих полостей штампов и пресс - форм ,Рига, 1972, с.39-40.
Ч
