1
Изобретение относится к инструментальноштамповому производству.
Известен способ изготовления биметаллических изделий, состоящих из материала основы, плакирующего слоя и промежуточной прокладки, по которому заготовку нагревают под пластическую деформацию, например прокатку, затем производят нормализацию, после чего изделие нагревают повторно под закалку.
Недостатками указанного способа являются применение повторного нагрева под закалку и значительная трудность осуществления способа, так как каждая составляющая композиция требует своего режима нагрева и охлаждения.
Цель изобретения - повыщение прочности и стойкости изделий (например вкладышей щтампов объемной горячей щтамповки). Это достигается тем, что заготовку нагревают до температуры пластической деформации плакирующего слоя, подвергают осадке и щтамповке для сваривания частей заготовки и формообразования гравюры, затем производят закалку с температуры щтамповки и отпуск в режиме, соответствующем марке стали основного металла.
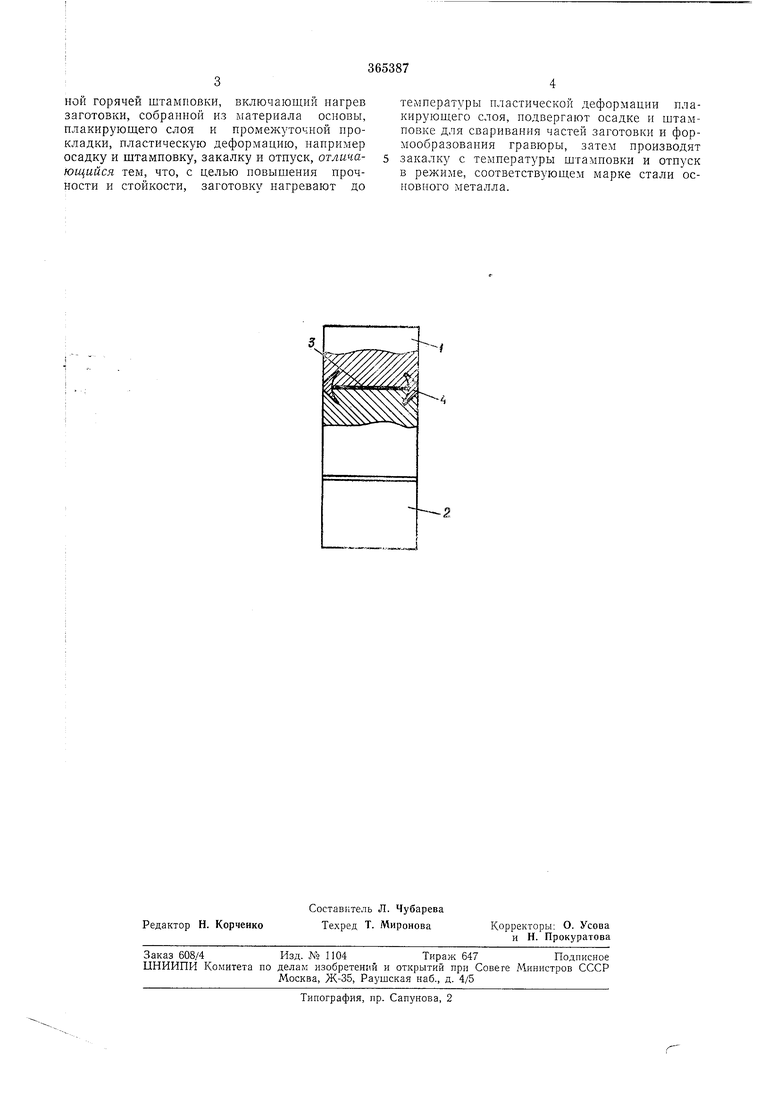
На чертеже показана заготовка, предназначенная для изготовления биметаллических вкладыщей.
Заготовка состоит из плакирующего слоя 1, основы 2 и промежуточной прокладки 3, соединенных механически посредством охватывающего кольца 4.
Размер плакирующей части заготовки выбирают с учетом конфигурации гравюры вкладыща и ее размеров. Промежуточную прокладку изготавливают из армко-железа толщиной ОД-0,3 мм. Сборку заготовки производят путем деформации кольца, осуществляемой обкаткой в условиях максимально возможного контакта основы, прокладки и плакирующей части заготовки. Затем заготовку подвергают индукционному нагреву до температуры щтамповки (1100- 200°С), подстуживают на 50-150°С и передают на щтамповку. Штамповка состоит из простой осадки со степенью деформации не менее 50% и предназначена для сварки деталей заготовки и операции формообразования вкладыща в мастер-щтампе. После штамповки поковку
вкладыща подвергают закалке и отпуску. Отпуск проводят по режиму, соответствующему марке стали основы, па твердость HRC 30-40. Затем поковку вкладыща передают на механическую обработку для зачистки гравюры и подготовки под запрессовку в блок щтампа.
Предмет изобретения
Способ изготовления биметаллических изделий, например вкладышей штампов объемной горячей штамповки, включающий нагрев заготовки, собранной из материала основы, плакирующего слоя и промежуточной прокладки, пластическую деформацию, например осадку и штамповку, закалку и отпуск, отличающийся тем, что, с целью повышения прочности и стойкости, заготовку нагревают до
температуры пластической деформации плакирующего слоя, подвергают осадке и щтамповке для сваривания частей заготовки и формообразования гравюры, затем производят закалку с температуры штамповки и отпуск в режиме, соответствующем марке стали основного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических изделий | 1975 |
|
SU513829A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU597728A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU697577A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU647344A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU564135A1 |
| Способ обработки биометаллических штампов | 1975 |
|
SU558948A1 |
| Способ изготовления высокоточных прессинструментов | 1976 |
|
SU582304A1 |
| Способ изготовления биметаллических изделий | 1972 |
|
SU441303A1 |
| Способ изготовления составных штампов | 1976 |
|
SU574261A1 |
| Способ получения составных стальных поковок | 1977 |
|
SU659264A1 |