(54) АВТОЗАГРУЗЧИК ЗАГОТОВОК В ШТАМП
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий ротор евграфовича | 1975 |
|
SU656873A1 |
| Сферодвижный механизм | 1978 |
|
SU889218A1 |
| Штамп для вырубки пазов | 1957 |
|
SU111335A1 |
| Сферодвижный механизм | 1988 |
|
SU1613223A1 |
| Способ сферодвижной штамповки | 1989 |
|
SU1639840A1 |
| Пресс для сферодвижной штамповки | 1987 |
|
SU1500417A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Штамп для обработки цилиндрических заготовок | 1978 |
|
SU721174A1 |
| Пресс для сферодвижной штамповки | 1984 |
|
SU1301526A1 |
| Способ изготовления металлических изделий и сферодвижный прессователь для его осуществления | 1978 |
|
SU700243A1 |

I
Изобретение относится к области кузнечноцггамповочного производства и может быть использовано для загрузки заготовок в штампы, например роторных машин.
Известен автозагрузчик заготовок в штамп, содержащий подвижную в осевом направлении трубу с боковым окном для приема заготовок, телескопически размещенный в ней толкатель и средства их взаимного периодического блокирования (1.
Недостатком данного автозагрузчика является ограниченность его функциональных возможностей, так как невозможно одновременно сообщение движения рабочей подачи заготовке и инструменту (половине штампа, в котором производится раскатывание заготовки сферодвижным прессователем) из-за отсутствия возможности блокирования толкателя с трубой на период сообщения заготовке и инструменту рабочей подачи. Кроме того, отсутствует возможность разблокирования трубы с толкателем для выполнения автооператором других функций, например для выталкивания заготовки из штампа
Цель изобретения - расширение функциональных возможностей автоаагрузчика.
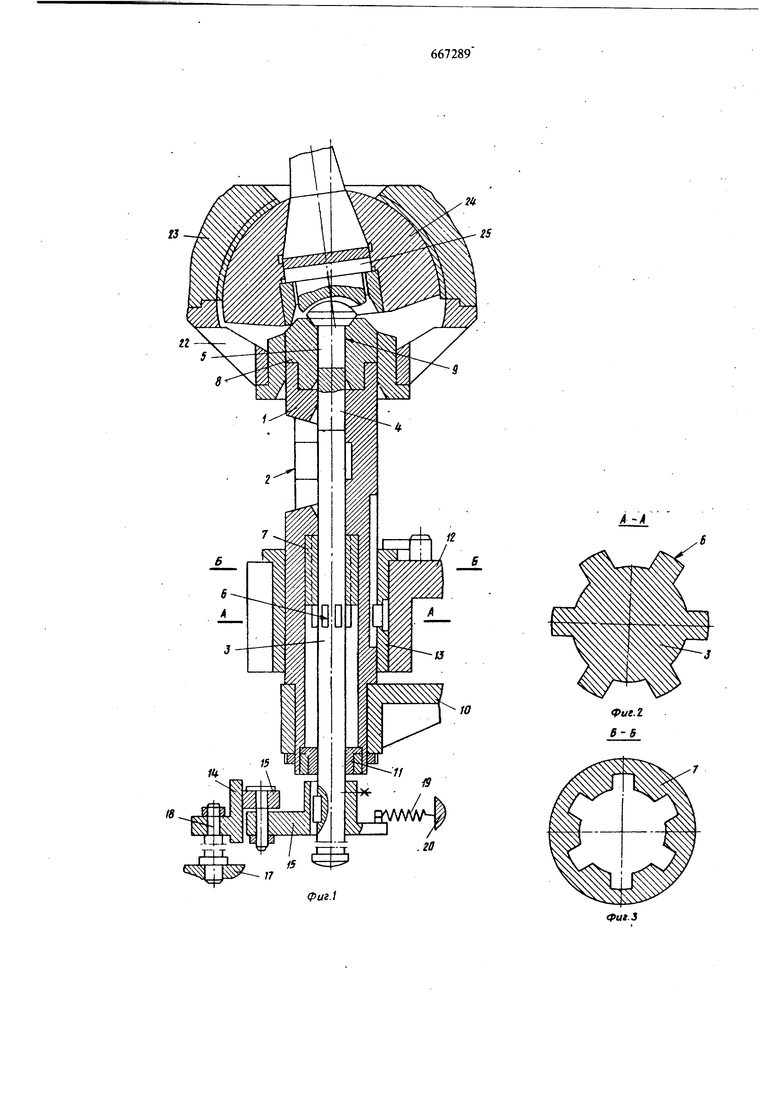
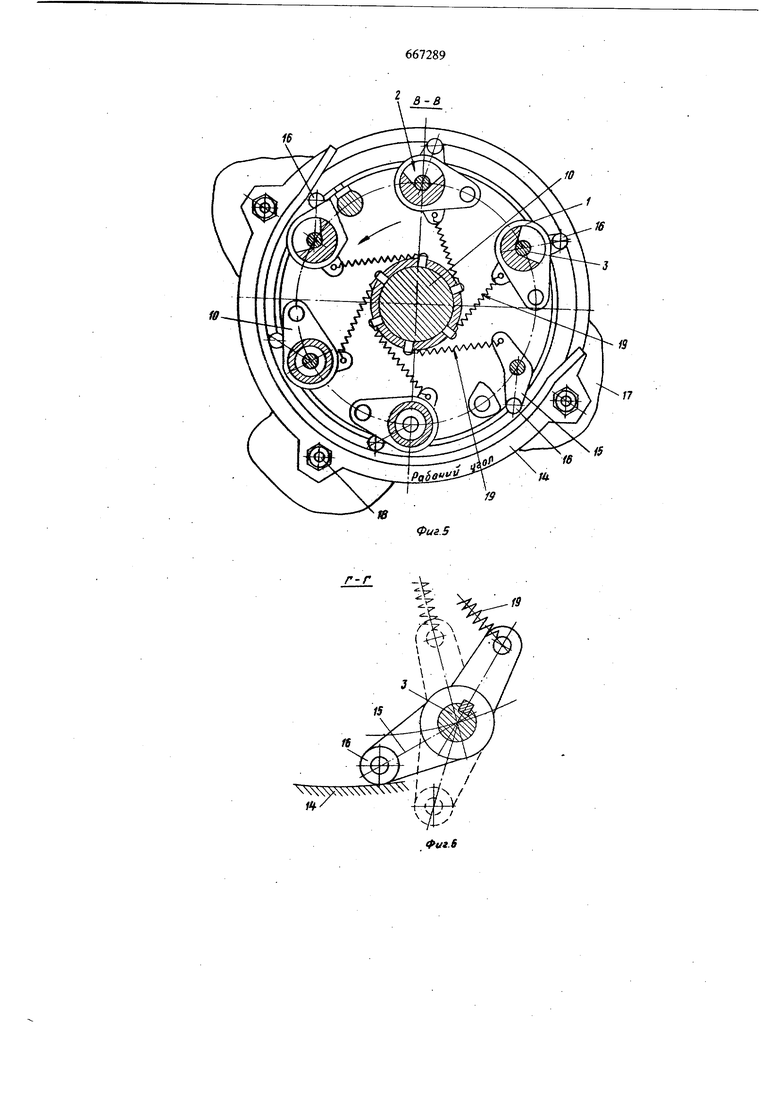
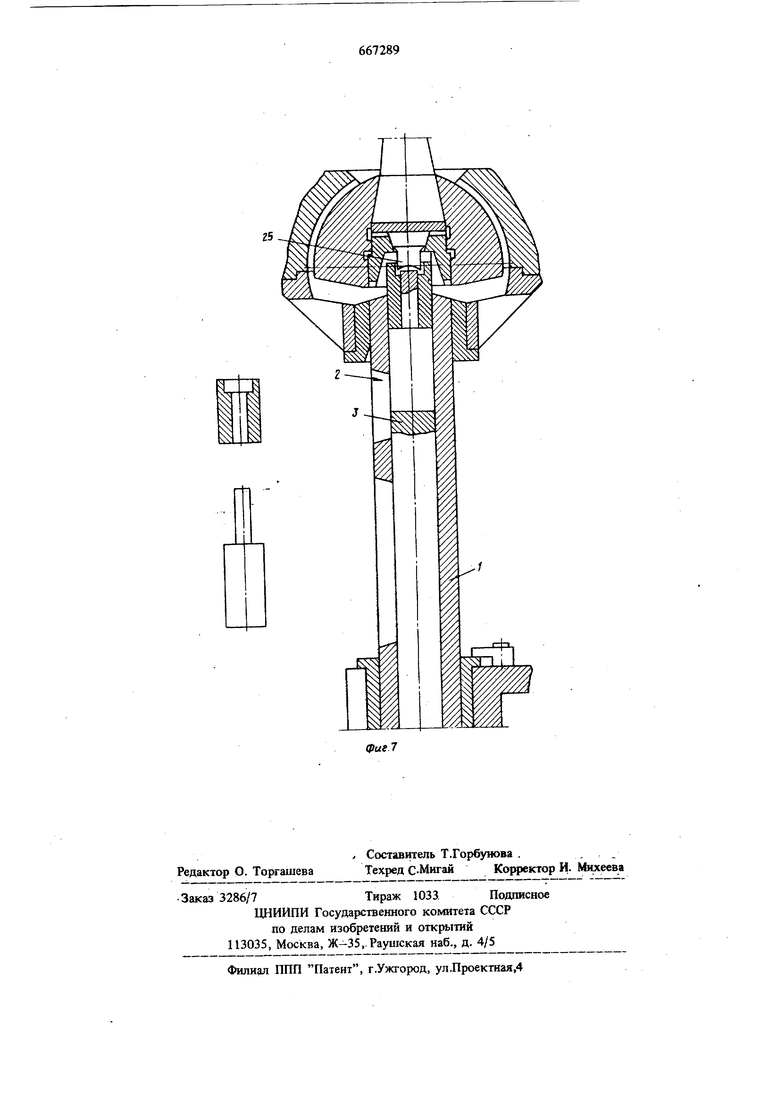
Цель достигается тем, что он размещен под штампом, выполненным со сквозным отверстием для прохода толкателя, а. средства блокирования представляют собой закрепленную в трубе, охватывающую толкатель, выполненный со шлицеобразными выступами, втулку с ответными шлицеобразными пазами и копир, сообщающий толкателю дополнительное вращательное движение. На фиг. 1 показан автопогрузчик,разрез общий вид; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 часть роторной машины, оснащенная автооператорами и сферодвижными прессователями, общий вид; на фиг. 5 - разрез по В-В на фиг. 4; на фиг. 6 - сечение по Г-Г ка фиг. 4; на фиг. 7 - вариант исполнения автооператор а для производства концов трубных заготовок. Автозагрузчик содержит направляющую трубу 1 с боковым окном 2 для приема заготовок. В трубе 1 соосно помещен толкатель 3 с возможностью движения вдоль трубы. Толкатель 3 осна-щен сменным наконечником 4, при помощи которогО толкатель взаимодействует с обрабатывае3мой заготовкой 5. Толкатель 3 снабжен шлицеобразными выступами 6. На толкатель одета втулка 7 со шлицеообразными пазами, при этом втулка вмонтирована в трубу 1 и в ней закреплена. На верхнем конце трубы размещен штамл с отверстием 9, выполненным соосно с толкателем. С другого конца к трубе прикреплен кронштейн 10 и направляющая толкатель втулка 11 .Труба смонтирована с возможностью осевого движения в держатель 12 роторной машинь при помощи сменной втулки 13. Толкатель 3 в осевом направлении имеет возможность блокирования с трубой 1 при помощи своих выступов 6 и выступов и шлицеобразного отверстия у втулки 7. Блокирование может Сыть осуществлено путем поворота толкателя боковым копиром 14 при помощи рычага 15 с роликом 16, смонтированных на толкателе. Копир 14 закреплен на станине 17 роторной мащины при помощи к.олонок 18. Рычаг 15 связан возвратной пружиной 19с центральным валом ротора 20. Фиксация конца трубы возможна путем завода его в отверстие центрирующей втулки 21, вмонтированной в фланец 22. При зтом фланец 22 прикреплен к корпусу полусферической опоры 23 сферодвиж-н го прессователя,смонтированного на рабочей позиции роторной мащины. Сферодвижный прессователь содержит качающийся инструментодержатель 24, оснащеиный давильником (раскатником) 25. В роторной мащине труба 1 и толкатель 3 связаны каждый со своим приводом. При формовании у заготовки заклепкообразной головки путем раскатывавши конца стержня В щтампе сферодвижным прессователем деталям автозагрузчика сообщаются необходимые движения по программе, задаваемой соответствующим кривыми копиров и рычагом 15, взаимодействую щих со своим копиром 14. В исходном положении щтамп 8 совместно с трубой 1 установлены (при наладке) на некотор расстоянии от рабочей поверхности давильника 25, а торец наконечника 4 совмещен с нижним обрезом окна 2. При непрерывном вращении ротора предыдущ транспортный ротор своим клещевым захватом, несущим заготовку, заводит последнюю в окно трубы. Затем толкатель быстрым движением вверх, выталкивает заготовку из клещи, проталкивает ее в отверстие щтампа 8 и выставляет в щтампе конец заготовки, подлежащий формова нию. К этому моменту толкатель 3 блокируется/ с трубой .1 для сообщения щтамчу и заготовке одинаковых движений подачи. Блокирование во никает благодаря повороту толкателя рычагом 1 Поворот осуществляется тем, что ролик 16 при вращении ротора, набегает на кривую копира 14 при зтом рычаг 15 поворачивает толкатель 3 за счет подъема кривой копира. При повороте толк еля совмещает свои выступы 6 с выступами щлицеобразного отверстия втулки. В результате при продольном движении толкатель при помощи своих выступов блокируется с трубой и сообщает ей такое же движение. Таким образом одинаковое движение подачи сообщается и щтампу 8 соместно с трубой и заготовке 5 непосредственно от толкателя при помощи одного копира. В процессе совместного движения заготовки 5 и щтампа 8 с рабочей подачей давильник 25, соверщая колебательное движение, раскатывает конец заготовки в рабочей полости щтампа и формует поверхность торна заготовки. В период обработки труба совместно со щтампом и заготовкой удерживается от радиальных смещений втулкой 21. По окончании обработки труба и толкатель быстрым движаиием вниз выводят щтамп и заготовку из рабочей зоны сферодвижного прессования н останавливаются в заданном положении. К этому моменту кривая у бокового копира 14 оканчивается и толкатель поворачивается в исходное положение при помощи пружин 19. При повороте толкателя его выступы 6 совмещаются с пазами во втулке 7. В зтом положении блокирование толкателя с трубой становится невозможным. Затем толкатель движением вверх при неподвижной трубе частично выталкивает заготовку из щтампа через отверстие в нем. Последующий транспортный ротор захватывает клещей заготовку, толкатель выталкивает заготовку окончательно из щтампа и транспортный ротор переносит заготовку в следующий ротор, например для обрубки возможного облоя. Далее труба движением вверх перемещается в исходное положение и ее конец заходит во втулку 21, а толкатель движением вниз совмещает торец наконечника 4 с нижним обрезом приемного окна 2. Цикл повторяется при обработке следующей заготовки. Формула изобретен ий Автозагрузчик заготовок в щтамп, преимущественно роторной мащины, содержащий подвижную в осевом направлении трубу с боковым окном для приема заготовок, телескопически размещенный в ней толкатель и средства их взаимного периодического блокирования, отличающийс я тем, что, с целью расщирения его функциональных возможностей, он размещен под щтампом. штамп выполнен со сквозным отверстием для прохода толкателя, толкатель выполнен со щлицеобразными выступами, а средства блокирования представляют собой закрепленную в трубе охватывающую толкатель втулку с ответными вдшцеобразными пазами и копир, сообщающий толкателю дополнительное вращательное движение. Источники информации, принятые во внимание при экспертизе 1. Авторское снядегсльство СССР №184700, кл. В 65 В 41/08, 1968.
фиг.1
2ii.
25 -
r-r
8-В
fO
IS
fS
IS
