(54) ФРЕЗЕРНАЯ ОПРАВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фрезерования | 1988 |
|
SU1593795A1 |
| Фрезерная оправка | 1975 |
|
SU580951A1 |
| ФРЕЗЕРНАЯ ОПРАВКА | 1970 |
|
SU263385A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| Способ фрезерования торцовой фрезой | 1977 |
|
SU650731A1 |
| ОДНОСТОРОННЯЯ ТРЕХХОДОВАЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ВСТАВКА ДЛЯ ФРЕЗЕРОВАНИЯ, ИМЕЮЩАЯ БОЛЬШОЕ ОТНОШЕНИЕ ОБЪЕМА ПУСТОТ К ОБЪЕМУ МАТЕРИАЛА, И ФРЕЗА СО ВСТАВКОЙ ДЛЯ НЕЕ | 2018 |
|
RU2779738C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ДЕТАЛЯХ | 2016 |
|
RU2645827C2 |
| Способ фрезерования тел вращения | 1985 |
|
SU1268315A1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| Инструмент для обработки хрупких материалов | 1979 |
|
SU912520A1 |
I
- Изобретение относится к области станкостроения и может быть использовано при торцовом фрезеровании.
Известны фрезерные оправки, содержащие корпус, хвостовик, посадочную поверхность под фрезу, ось которой смещена под углом к оси хвостовика, и фрезу, установленную так, что вершины двух зачистных ее зубьев расположены в плоскости, перпендикулярной оси хвостовика 1.
Недостатком известных оправок является .различная величина подачи наодин зуб для зачистки зубьев и, как следствие, быстрое затупление наиболее нагруженного зуба.
Цель изобретения - повыщение стойкости фрезы и чистоты обработки при фрезеровании труднообрабатываемых материалов.
С этой целью ось посадочной поверхности под фрезу в направлени, противоположном направлению вращения фрезы, смещена относительно плоскости, проходящей через ось хвостовика перпендикулярно к прямой, соединяющей верщины зачистных зубьев.
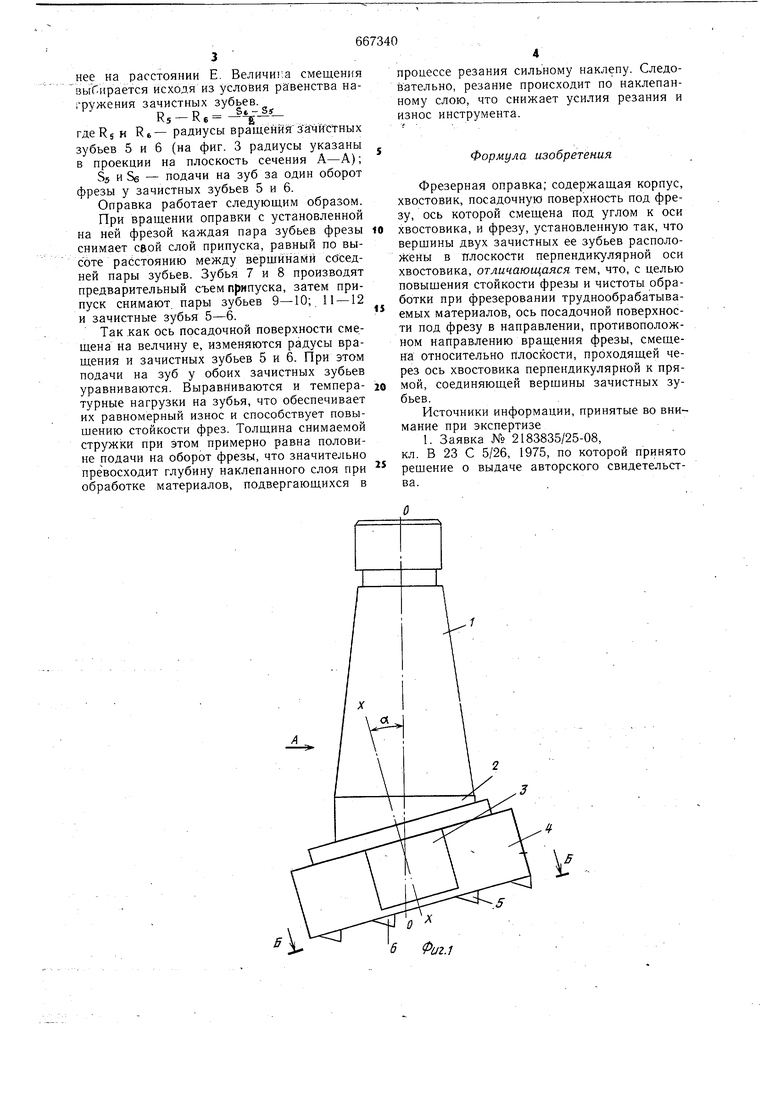
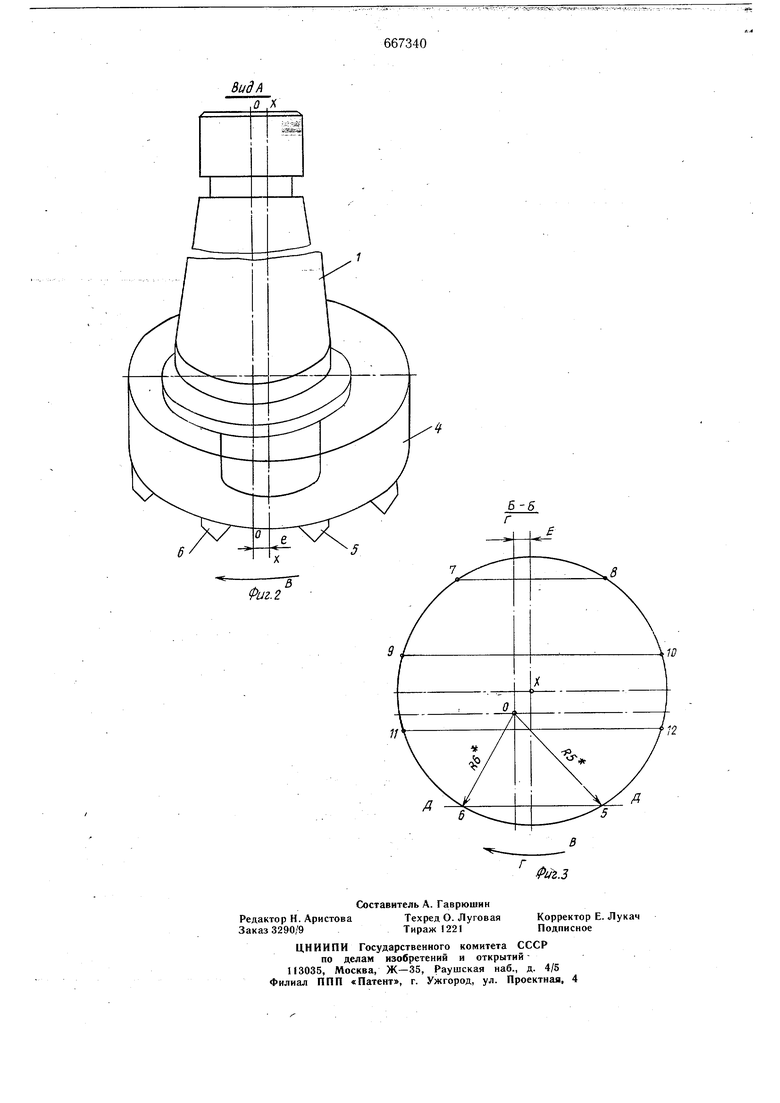
На фиг. 1 представлена оправка, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - схема расположения
осей хвостовика и посадочной поверхности (сечение Б-Б на фиг. 1).
Оправка содержит конический хвостовик 1, устанавливаемый в щпинделе станка, корпус 2 с посадочной поверхностью 3, на которой крепится торцовая фреза 4 (см. фиг. 1). Фреза 4 установлена так, что верщины двух зачистных зубьев 5 и 6 лежат в плоскости, перпендикулярной оси хвостовика О-0. Ось посадочной поверхности фрезы X-X расположена под углом db к оси хвостовка О-0.
При этом оси не пересекаются, а смещены относительно друг друга на величину .1 (см. фиг. 2). Смещение происходит в направлении, противоположном направлению вращения фрезы, показанному стрелкой В. Ось посадочной поверхности фрезы X-X расположена параллельно плоскости Г-Г, проходящей через ось хвостовика О-О, перпендикулярно прямой , соединяющей зачистные зубья 5 и 6 фрезы, и отстоит от нее на расстоянии Е. Величиг.а смещения выСнрается исходя из условия равенства нагружения зачистных зубьев. RP 5t - s 5 Кб - Т гдеК; и Re- радиусы вращения за чйстных зубьев 5 и 6 (на фиг. 3 радиусы указаны в проекции на плоскость сечения А-А); $5 и Se - подачи на зуб за один оборот фрезы у зачистных зубьев 5 и 6. Оправка работает следующим образом. При вращении оправки с установленной на ней фрезой каждая пара зубьев фрезы снимает свой слой припуска, равный по высоте расстоянию между верщйнайи соседней пары зубьев. Зубья 7 и 8 производят предварительный съем припуска, затем припуск снимают пары зубьев 9-10; 11 -12 и зачистные зубья 5-6. Так .как ось посадочной поверхности сме.щена на велчину е, изменяются радусы вращения и зачистных зубьев 5 и 6. При этом подачи на зуб у обоих зачистных зубьев уравниваются. Выравниваются и температурные нагрузки на зубья, что обеспечивает их равномерный износ и способствует повышению стойкости фрез. Толщина снимаемой стружки при этом примерно равна половине подачи на оборот фрезы, что значительно превосходит глубину наклепанного слоя при обработке материалов, подвергающихся в
S Фиг.1 процессе резания сильному наклепу. Следовательно, резание происходит по наклепанному слою, что снижает усилия резания и износ инструмента. Формула изобретения Фрезерная оправка; содержащая корпус, хвостовик, посадочную поверхность под фрезу, ось которой смещена под углом к оси хвостовика, и фрезу, установленную так, что верщины двух зачистных ее зубьев расположены в плоскости перпендикулярной оси хвостовика, отличающаяся тем, что, с целью повышения стойкости фрезы и чистоты обработки при фрезеровании труднообрабатываемых материалов, ось посадочной поверхности под фрезу в направлении, противоположном направлению вращения фрезы, смещена относительно плоскости, проходящей через ось хвостовика перпендикулярной к прямой, соединяющей вершины зачистных зубьев. Источники информации, принятые во внимание при экспертизе 1. Заявка № 2183835/25-08, кл. в 23 с 5/26, 1975, по которой принято решение о выдаче авторского свидетельства.
