Изобретение относится к обработке металлов резанием и может быть использовано при торцовом фрезеровании труднообрабатываемых материалов.
Целью изобретения является повышение производительности и стойкости фрезы за счет самогашения колебаний и уменьшения вибраций в процессе фрезерования.
На чертеже показано устройство для фрезерования, обш,ий вид.
Устройство содержит оправку с коническим хвостовиком 1, устанавливаемым в шпиндель станка, опорным фланцем 2, служащим поводком, и посадочной поверхностью 3, на которой крепится торцовая фреза 4.
Ось X-X фрезы 4 расположена под углом а относительно оси О-О хвостовика оправки и пересекается с ней в точке А, лежащей в плоскости расположения вершин зубьев фрезы и на равном от этих вершин расстоянии /. Угол а зависит от диаметра фрезы: чем больше диаметр фрезы, тем меньше угол а.
Устройство работает следующим образом.
При вращении оправки, установленной в шпиндель станка, каждый зуб фрезы снимает не весь припуск, а только его часть, т. е. осуществляется ступенчатое фрезерование, а количество ступеней зависит от ко0
0
5
личества зубьев фрезы. За счет того, что каждый зуб фрезы имеет свою траекторию движения, происходит самогашение колебаний.
Таким образом, за счет ступенчатого съема металла и самогашения колебаний осуществляется снижение вибрации, в результате чего увеличивается стойкость фрезы.
Срок службы фрезы может быть увеличен также, если после притупления зубьев фрезу развернуть на посадочной поверхности на 180°. При этом во фрезерование вступят те участки зубьев, которые ранее во фрезеровании не участвовали.
Формула изобретения
Устройство для фрезерования, содержащее оправку с хвостовиком и закрепленную на ней фрезу, ось которой расположена под углом к оси хвостовика, отличающееся тем, что, с целью повышения производительности и стойкости фрезы при фрезеровании труднообрабатываемых материалов, оправка снабжена опорным фланцем, а оси фрезы и хвостовика оправки пересекаются в точке, лежащей в плоскости расположения вершин зубьев фрезы и на равном от этих вершин расстоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная оправка | 1976 |
|
SU667340A1 |
| ФРЕЗЕРНАЯ ОПРАВКА | 1970 |
|
SU263385A1 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2011 |
|
RU2482941C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| ФРЕЗА КОНЦЕВАЯ СБОРНОЙ КОНСТРУКЦИИ | 2024 |
|
RU2828900C1 |
| Динамометрическая фреза | 1983 |
|
SU1152721A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при торцовом фрезеровании труднообрабатываемых материалов. Целью изобретения является повышение производительности и стойкости фрезы за счет самогашения колебаний и уменьшения вибраций в процессе фрезерования. Устройство для фрезерования содержит оправку с коническим хвостовиком 1 для соединения со шпинделем станка, опорным фланцем 2, служащим поводком, и посадочной поверхностью 3, на которой устанавливается и закрепляется торцовая фреза 4. Ось X-X фрезы расположена под углом α относительно оси О-О хвостовика оправки и пересекается с ней в точке A, лежащей в плоскости расположения вершин зубьев фрезы и на равном от этих вершин расстоянии L. При таком расположении фрезы на оправке процесса фрезерования каждый ее зуб снимает только часть припуска и имеет свою траекторию движения, что позволяет уменьшить вибрацию, повысить производительность и стойкость фрезы. 1 ил.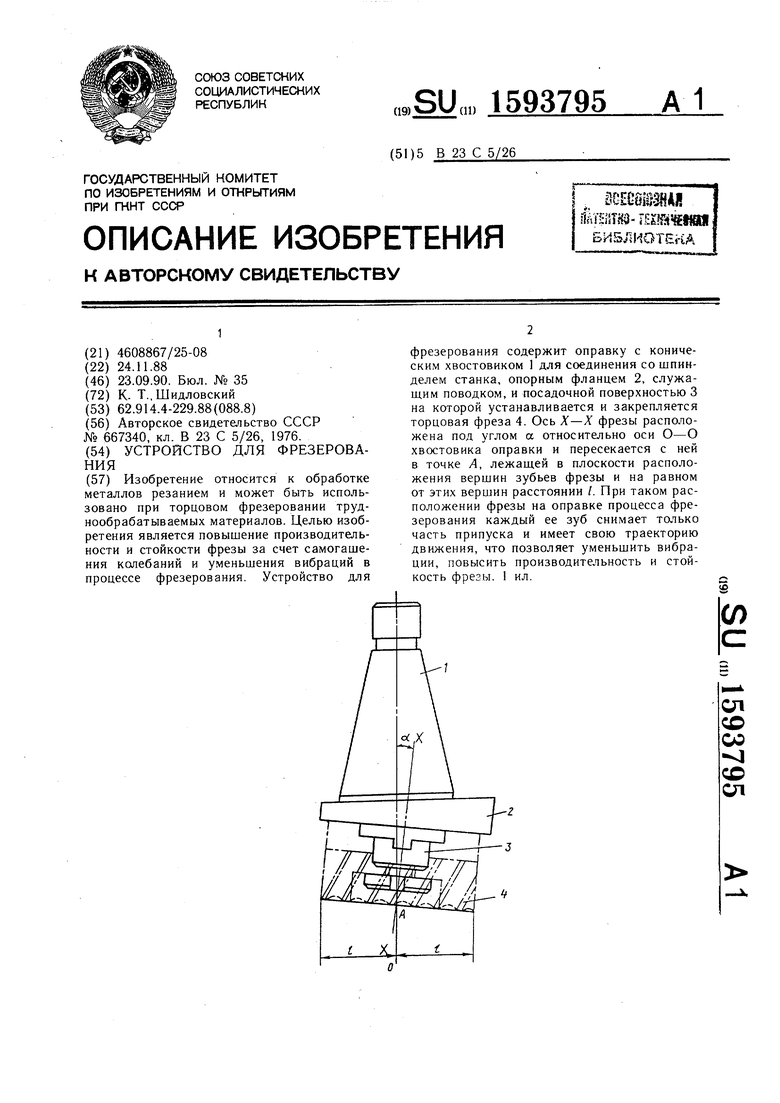
| Фрезерная оправка | 1976 |
|
SU667340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
