Основной недостаток обувных картонов состоит в низкой их водостойкости, следствием чего является падение прочности картона в мокром ; состоянии, легкая истираемость и изменение формы его в процессе эксплоатации.
Для устранения указанного недостатка предлагалось много различных способов, основанных на применении проклеивающих или пропитывающих материалов, что связано с дополнительнь1ми операциями приготовления клеев, повышающими себестоимость и дающими временный эффект, уничтожаюП1,ийся в процессе эксплоатации.
Предлагаемый способ не требует дополнительного расхода материалов и заключается в термической обработке картона при температуре 130-150°С в течение сравнительно короткого времени (около одного часа).
Подобная «закалка картона, в зависимости от состава его по волокну, увеличивает водостойкость от 50 до 90%, повыщает истираемость, а также значительно улучщает все показатели сопротивления мокрого картона физико-механическим воздействиям.
Применение такой термической обработки к картонам, проклеенным обычнььм способом канифольным клеем, позволяет получать картон с намокаемостью значительно ниже норм, установленных для соответствующего вида картона, с высокой мокростойкостью и хорощим сопротивлением истирающим усилиям.
Еще больщий эффект дает «закалка непроклеенного картона, сообщая последнему столь больщое повыщение -водостойкости, что позволяет употреблять его наравне с нормально проклеенным.
Установленный эффект термообработки картона как проклеенного, так и не проклеенного, характерен тем, что он не является поверхностным и не уменьп1ается от многократного изгиба и многократного замачивания и высушивания картона. Физико-механические свойства сухого картона в результате указанной термообработки изменяются незначительно, сильно возрастает лишь водостойкость и вс педствие этого сопротивление механическим усилиям в мокром состоянии.
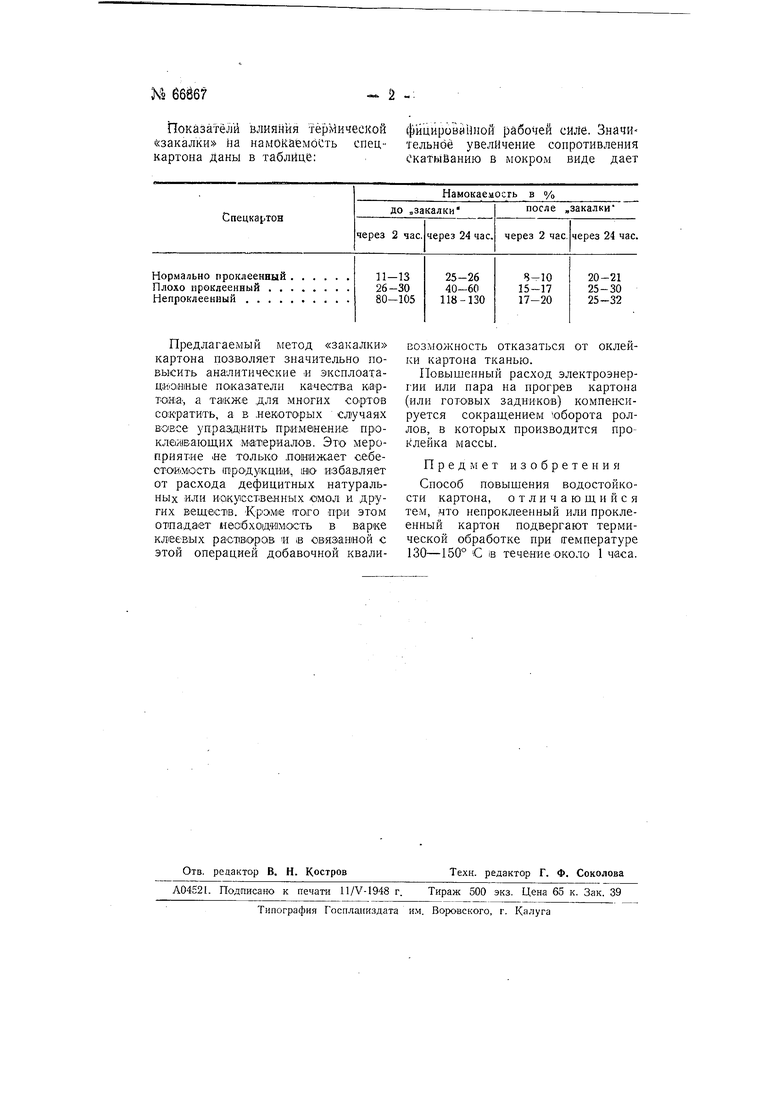
Установлено, что чем чище целлюлоза, тем более водостойкой она становится hocлe термообработки. Показатели влияния тёрМической «оакалки на намокаемоСть спецкартона Даны в таблице: фйцироваНной рабочей силе. Значительное увеличение сопротивления скатыванию в мокром виде дает
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ПРОКЛЕЙКИ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2023101C1 |
| Способ проклейки волокнистых материалов в массе | 1989 |
|
SU1714015A1 |
| Способ изготовления бумаги | 1981 |
|
SU1040011A1 |
| Термомеханическая масса из соломы гороха и способ изготовления из неё бумаги и картона | 2023 |
|
RU2817124C1 |
| Бумажная масса для изготовления водостойкого картона | 1980 |
|
SU931883A1 |
| Состав массы для изготовления мягких древесноволокнистых плит | 1981 |
|
SU958133A1 |
| Состав для проклейки волокнистого материала в массе | 1990 |
|
SU1730306A1 |
| Способ изготовления обувного картона | 1981 |
|
SU1030450A1 |
| Бумажная масса для производства проклеенных видов бумаги и картона | 1975 |
|
SU553323A1 |
| Состав для проклейки волокнистых материалов | 1990 |
|
SU1794119A3 |
Предлагаемый метод «закалки картона позволяет значительно повысить аналитические « эксплоатацй01Н Ные показатели качества карToiHia, а также для многих сортов со:кратить, а в ,некото|рых случаях упраз(Д1Н:ить ирименение проклеивающих материалов. Это мероприятие е только .понижает оебеCTOHiMOCTb (Продукции, ио избавляет от расхода дефицитных натуральных или искусственных С1мо.л и других веществ. -Кроме того npai этом отпадает необходимость в варке клеевых растворОв и IB связанной с этой операцией добавочной кваливозможность отказаться от оклейки картона тканью.
Повышенный расход электроэнергии или пара на прогрев картона (или готовых задников) компенсируется сокращением юборота роллов, в которых производится проклейка массы.
Предмет изобретения
Способ повышения водостойкости картона, отличающийся тем, .что непроклеенный или проклеенный картон подвергают термической обработке при температуре 130-150° С IB течение-около 1 часа.
