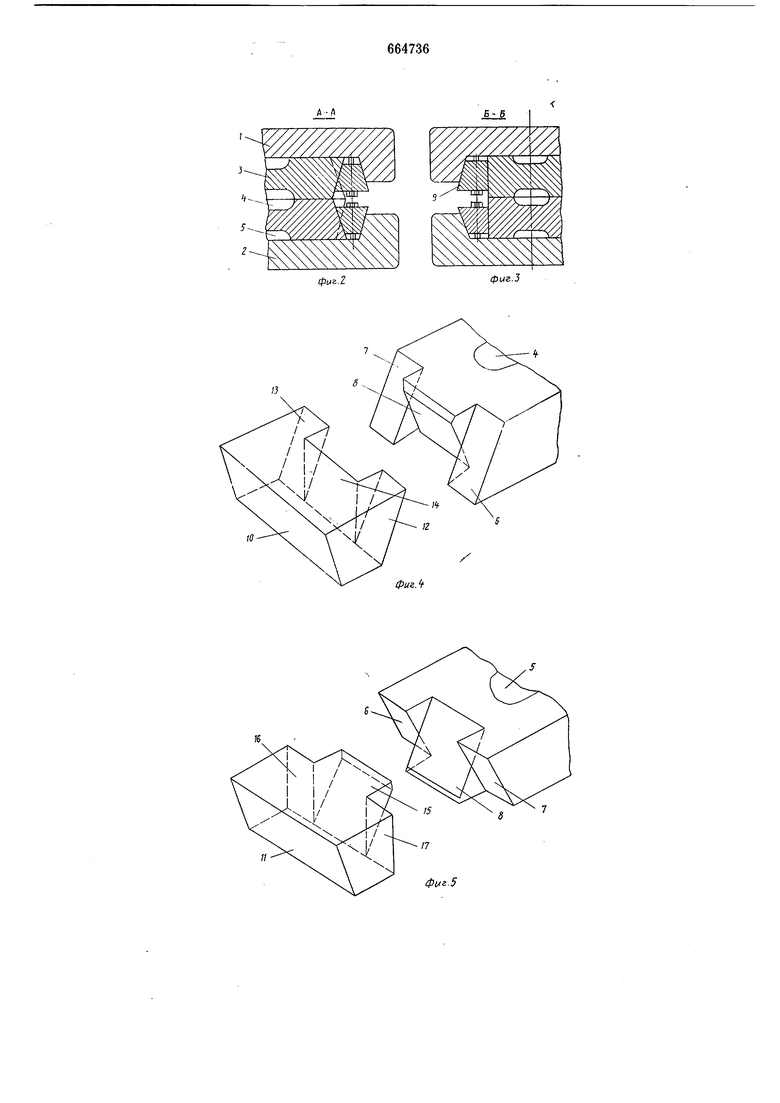
ложенный против средней клиновой иоверхноети 8 вставки (фиг. 4).
На другом переднем клиновом прижиме И выполнены клиновая новерхность 15, ответная средней клиновой поверхности 8 вставки, и выемки 16 и 17, расположенные против крайних клиновых поверхностей 6 и 7 вставки.
Подготовка к работе нижней половины штампа осу1цествляется следуюпи1м образом. Вставку 3 устанавливают в корпус 2 и закрепляют с помощью болтов боковым клиновым прижимом 9 и передним клиновым прижимом 10. В этом случае рабочей является гравюра 4, а окончательиый зажим осуществляется клиновыми поверхностями 12 и 13 клинового прижима 10, которые контактируют с крайними клиновыми поверхностями 6 и 7 вставки 3 (фиг. 4).
Если же рабочей является гравюра 5, вставку переворачивают на 180° и закрепляют боковым клиновым прижимом 9 и вторым переднием клиновым прижимом И. В этом случае окончательный зажим осуществляется клиновой поверхностью 15 клинового прижима 11, которая контактирует со средией клиновой поверхностью 8 вставки 3 (фиг. 5). Подготовка к работе верхней половины щтампа осуществляется аналогичным образом.
Применение предложенного изобретения обеспечивает . снижение металлоемкости комплекта вставок на 50% по сравнению с
известными сборными щтампами; снижение трудоемкости изготовления вставок на 25%; уменьшение складских помещений на 30%; расширение технологических возможностей, определяемое номенклатурой деталей, штампуемых на одном комплекте штампов в два раза.
Формула изобретения
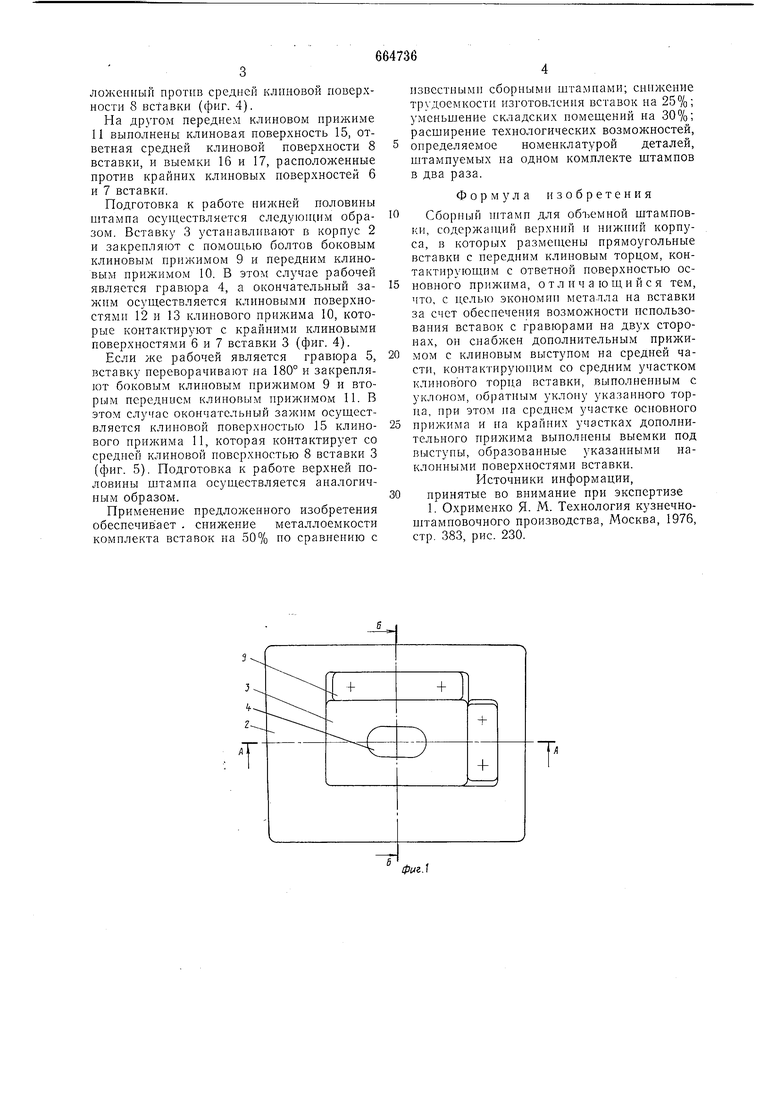
Сборный штамп для объемной штамповки, содержаний верхний и нижний корпуса, в которых размеи1.ены прямоугольные вставки с передним клиновым торцом, контактирующим с ответной поверхностью основного прижима, отличающийся тем, что, с целью экоиомни металла на вставки за счет обеспечения возможности использования вставок с гравюрами на двух сторонах, он снабжен дополнительным прижимом с клиновым ВЕЛСтупом на средней части, контактируюишм со средним участком клинового торда вставки, выполненным с уклоном, обратным уклону указанного торца, при этом па среднем участке основного
прижима и на крайних участках донолнительного нрижима выиолиены выемки под выступы, образоваиные указанными наклонными поверхностями вставки. Источники информации,
принятые во внимание при экспертизе
1. Охрименко Я. М. Технология кузнечноштамповочного производства, Москва, 1976, стр. 383, рис. 230.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный штамп для объемнойшТАМпОВКи | 1979 |
|
SU812408A1 |
| Штамп для объемной штамповки | 1977 |
|
SU668754A1 |
| Комбинированный штамп для объемной штамповки на молоте | 1985 |
|
SU1299696A1 |
| Штамп для объемной штамповки | 1981 |
|
SU1031622A1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКРЕТНОЙ ГРАВЮРЫ ШТАМПА | 2011 |
|
RU2466814C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1412872A1 |
| Способ крепления штамповых вставок | 1988 |
|
SU1687352A1 |
| Способ крепления деталей составного штампа | 1987 |
|
SU1430172A1 |
| Сборный штамп для объемной штамповки | 1983 |
|
SU1119766A1 |