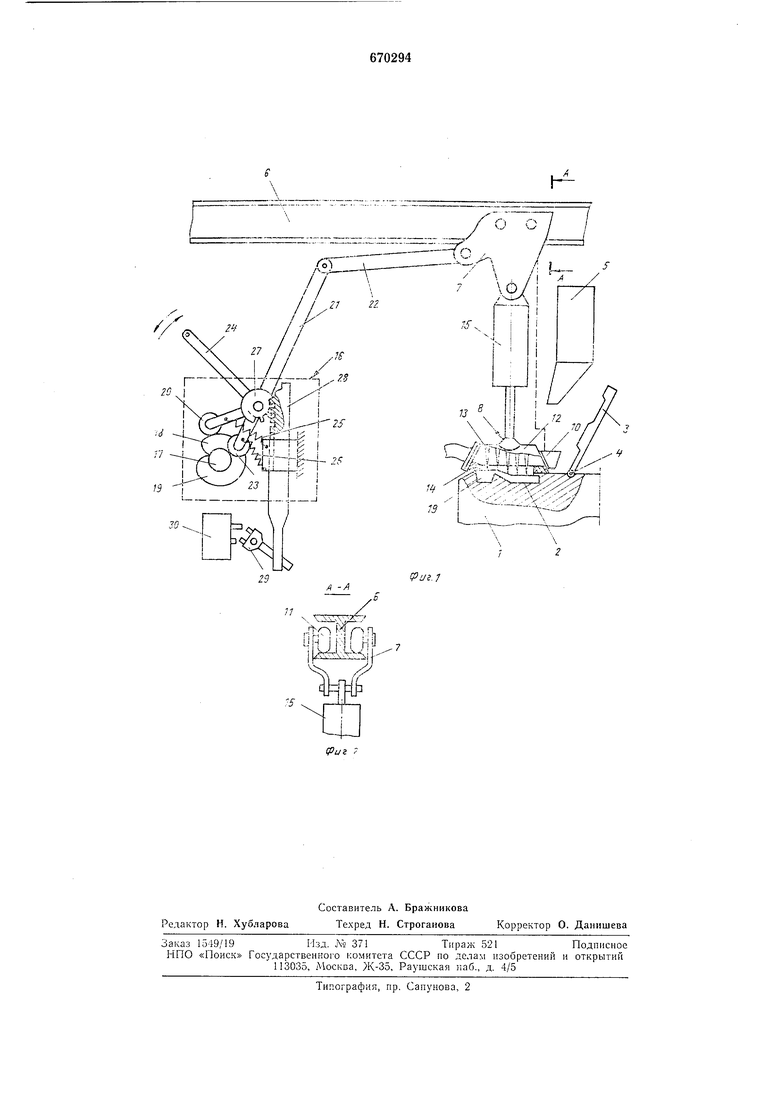
низа обуви из полиуретана содержит поворотный стол 1 с пресс-формами 2, выполненными в виде профилированных углублении и имеющих крышки 3, закрепленные на поворотном столе 1 посредством цилиндрических шарниров 4. Над поворотным столом i установлено приспособление b для дозированной подачи полиуретана в иресс-формы 2. На направляюш,сй б установленга каретка 7, несуш,ая съемник Ь заготовок 9 и опрыскиватель 10 пресс-форм 2. Каретка У установлена на роликах 11 (фиг. 2) и связана с приводом возвратнопоступательного перемещения.
Съемник 8 заготовок 9 выиолнен в виде вакуум-присоса 12, имеющего иглы 13, закрепленные на днище и обращенные в сторону пресс-формы 2. По контуру рабочей поверхности вакуум-лрисоса 12 расположена упругая накладка 14. Важуум-присос 12 прикреплен к каретке 7 с помощью силового цилиндра 15. Силовой цилиндр 15 и вакуум-присос 12 связаны с механизмом синхронизации каретки и вакуум-присоса (не показан), приводы которых синхронизированы кулачковым механизмом 16.
Кулачковый механизм 16 содержит связанный с приводом иоворотного стола 1 вал 17, на который посажены кулачки 18 и 19. В контакт с кулачком 18 введел ролик 20 двуилечего рычага 21. Другой конец рычага 21 шарнирно связан посредством тяги 22 с кареткой 7. В контакт с кулачком 19 введен ролик 23 двуплечего рычага 24. Консольный конец рычага 24 связан с управляющим клапаном системы силового цилиндра 15. Рычаги 21 и 24 связаны с корпусом возвратными пружинами 25 и 26.
На двуплечем рычаге 21 закреплен зубчатый сектор 27, введенный в зацепление с рейкой 28. Нижний конец рейки 28 введен в контакт с поворотным нажимным элементом 29 переключателя 30 электродвигателя вакуум-насоса (условно не показаны).
Работает описанное устройство следующим образом.
При открытой крышке 3 в пресс-форму 2 из приспособления 5 поступает порция полиуретановой композиции, после чего крышка 3 закрывается, а полиуретан, вспениваясь, приобретает необходимую форму. Одновременно с индексным поворотом стола 1 проворачивается вал 17, а следовательно, и кулачки 18 и 19. Кулачок 18 поворачивает рычаг 21, который перемещает каретку 7 в крайнем правое положение. Одновременно под действием кулачка 19 поворачивается рычаг 24, перемещая .клапан системы силового цилиндра 15 так, что шток выдвигается, опуская вакуум-присос 12.
Крышка 3 открывается и вакуум-присос 12 вводится в контакт с заготовкой 9. При
повороте рычага 21 зубчатый сектор 27 перемещает рейку 28 вниз, и поворотный нажимной элемент 29 вызывает срабатывание переключателя 30, который подает питание к электродвигателю вакуум-присоса. Под действием возникающего перепада давления заготовка 9 плотно ирижимается к вакуум-ярисосу 12, деформирует упругую накладку 14 и накладывается своим верхни.м
вспученным слоем на острия игл 13.
При дальнейшем повороте кулачков 18 и 19 рычаг 24 переключает питание силового цилиндра 15 и его шток втягивается, поднимая вакуум-присос 12 и извлекая заготовку 9 из пресс-формы 2. Рычаг 21 под действием ,кулачка 18 поворачивается, иеремещая каретку 7 влево. Опрыскиватель 10 обрабатывает пресс-форму 2, готовя ее к следующему циклу.
Когда каретка 7 достигнет своего крайнего левого положения над позицией разгрузки, рейка 28 поднимется в крайнее верхнее положение и переключатель 30 под действием яоворотного .нажимного элемента 29 отключит питание от электродвигателя вакуум-насоса. При выравнивании давлений в полости вакуум-присоса 12 с атмосферным упругая накладка 14, разжимаясь, сталкивает заготовку 9 с игл 13 на
ленточный транспортер.
Формула изобретения
1.Устройство для изготовления деталей низа обуви из полиуретана, содержащее
поворотный стол с пресс-формами, над которым закреплено нриснособление для дозированной додачи полиуретана, и каретку с приводом, на которой закреплен съемник деталей и опрыскиватель пресс-форм, отл и ч а ю щ е е с я тем, что, с целью улучшения условий работы и повышения качества деталей, съемник деталей выполнен из вакуум-присоса с иглами на его рабочей иоверхности, упругой накладки, расположенной по контуру рабочей поверхности вакуум-присоса, и привода перемещения вакуум-присо,са в вертикальной плоскости, при этом оно снабжено механизмом синхронизации приводов каретки и вакуумприсоса.
2.Устройство по п. 1, отличающееся тем, что привод перемещения вакуум-лрисоса в вертикальной плоскости выполнен в виде силового цилиндра, щарнирно смонтированного на каретке,
3.Устройство по п. 1, отличающееся тем, что механизм синхронизации приводов каретки и ва;куум-.присоса выполнен кулачковым.
Источники информации,
принятые во внимание при экспертизе
1.Патент ФРГ № 1529872, кл. 39а 1/00, опубл. 1965.
2.Каталог полуавтомата фирмы «Tadi, 1971.
,trr
iltljk /7 j kdi-i f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата изделий | 1980 |
|
SU944945A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МОРОЖЕНОГО В СТАКАНЧИКАХ | 1969 |
|
SU242186A1 |
| Самонаклад | 1958 |
|
SU123164A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТЕСТА С НАЧИНКОЙ | 1970 |
|
SU282212A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Машина для изготовления, например, календарных стенок | 1959 |
|
SU126473A1 |