f ю
сд ч
со
Изобретение относится к порошковой йеталлургии, к установкам для нанесе- ия металлических покрытий на торцо- рые поверхности деталей - тел враще- |ния.
j Целью изобретения является повьпие- ние производительности процесса.
На чертеже показана установка для нанесения покрытий, общий вид,
Установка содержит источник нагрева 1, корпус 2, закрепленный в токарном патроне 3 узла вращения (не показан).
Оси А с резьбой выполнены заодно с грузами 5 и установлены вертикально в отверстиях корпуса 2 параллельно друг другу,На верхнем цилиндрическом участке осей 4 последовательно расположены графитовые втулки 6, ци- линдрические прокладки 7 из металлического порошка, скрепленного пластификатором, и детали 8, Под столбиками из детали, прокладок и втулок установлены .упорные подшипники 9, На резьбе осей 4 навинчены гайки 10 с сетчатой накаткой. Приспособление для перемещения деталей 8 относительно источника нагрева 1 (индуктора ТВЧ) вьшолнено в виде цилиндрических шестерен 11, прикрепленных к торцам осей 4 с резьбой возле грузов 5 и контактирующих с колесом 12, выполненным с внутренним зацеплением. Колесо 12 закреплено неподвижно на основании 13.
Установка работает следующим образом.
На осях 4 с резьбой последователь но набирают столбики из деталей 8, цилиндрических прокладок 7 и графи- TOBbix втулок 6, затем навинчивают гайки 10 на каждое резьбовое окончание оси 4. Включают индукционный нагрев (индуктор 1 установки ТВЧ) и вращение корпуса 2 от привода, кинематически связанного с токарным патроном 3, В результате нагрева деталей и прокладок до температуры спе- кания материала прокладки (СНГН) с материалом детали () и воздейсвия дополнительного, строго постоянного давления, создаваемого грузами 5, прокладки из металлического порошка, скрепленного пластификатором, спекаются с торцовой поверхностью упрочняемой детали, образуя качественный слой покрытия.
0 5 о
5
0 З 5
Шестерни 11, находясь в постоянном зацеплении с внутренним профилем зубчатого колеса 12, обеспечивают вращение осей 4 с постоянной угловой скоростью. Это способствует равномерному нагреву заготовок деталей и прокладок из металлического порошка.
По окончании ведения процесса выключают индуктор ТВЧ и вращение корпус- са 2, а после охлаждения деталей инертным газом или воздухом откручивают гайки 10 и. снимают готовые детали 8 с установки. Время ведения процесса составляет около одной минуты. Количество одновременно обрабатываемых деталей 50 шт.
Размещение осей с резьбой вертикально в корпусе и расположение на верхнем участке осей последовательно столбиком графитовых втулок, цилиндрических прокладок из металлического порошка обеспечивает возможность одновременной установки и упрочнения (восстановления) большого количества деталей, что повьшает производительность процесса упрочнения в 10 и более .раз по сравнению с известными устройствами.
Использование графитовых втулок, установленных между упрочняемыми деталями и цилиндрическими прокладками из металлического порошка, предотвращает возможность прилепания прокладок из металлического порошка одновременно к торцовьм поверхностям двух упрочняемых деталей.
Применение приспособления для перемещения деталей относительно источника нагрева в виде хщлиндрических шестерен, прикрепленных к торцам осей с резьбой возле грузов и контактирующих с колесом, выполненньм с внутренним зацеплением, позволяет осуществить плавное вращение одновременно всех осей с резьбой и тем самым обеспечить равномерный нагрев всех упрочняемых деталей с помощ1ло применяемого индуктора ТВЧ. Благодаря этому получаемые на торцовых поверхностях деталей покрытия имеют высокие физико- механические характеристики: прочность сцепления материала покрытия с материалом детали достигает 12 кГ/мм, а пористость покрытия не вьше 6%. Формула изобретения
1. Установка для нанесения покрытий из металлического порошка, содержащая корпус, узел вращения корпуса, источник нагрева, размещенные в корпусе оси с резьбой, соединенные с грузами, изолирующие прокладки и приспособления для перемещения деталей относительно источника нагрева, о т- личающаяся тем, что, с целы . повьнпения производительности процесса, оси с резьбой свободно установлены в корпусе и ориентированы вертикально грузом вниз, корпус с осями расположен внутри источника нагрева, а приспособление для перемещения де
талей относительно источника нагрева выполнено в виде цилиндрических шестерен, установленных на нижних торцах осей и охватывающего их колеса с внутренним зацеплением, и упорных подшипников, размещенных на осях и контактирующих телами вращения с корпусом.
2. Установка по п.1, отличающаяся тем, что изолирующие прокладки выполнены в виде графитовых
втулок.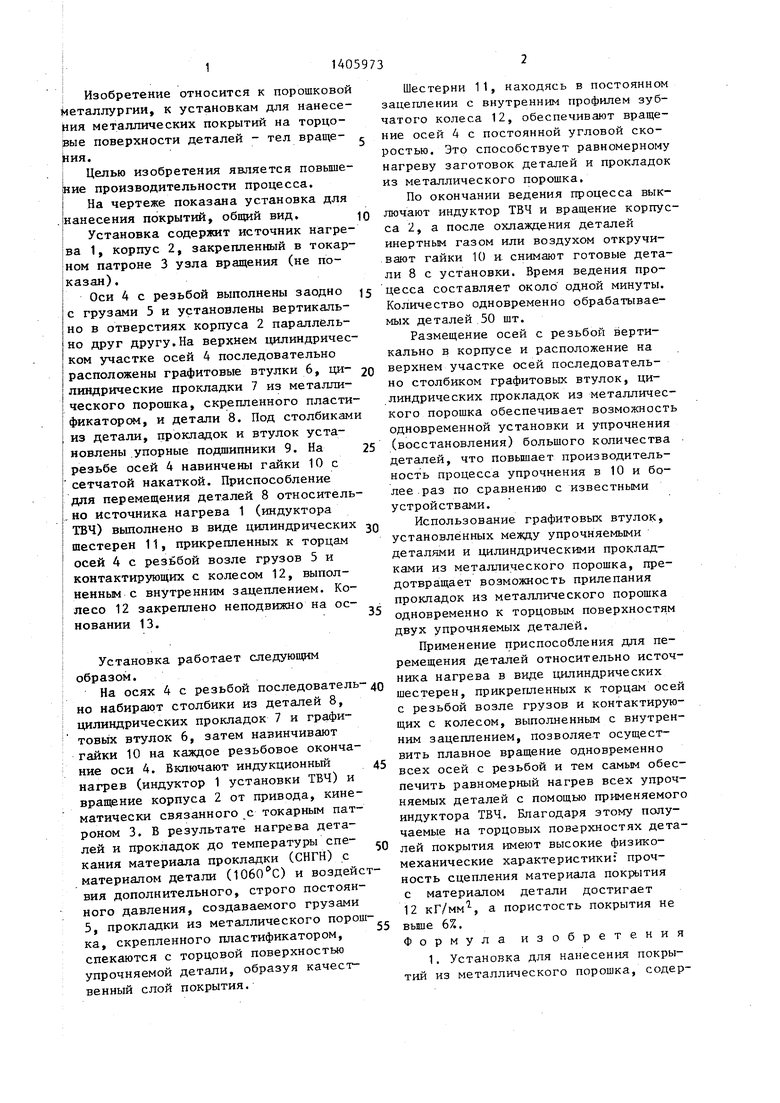
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытия из металлического порошка | 1988 |
|
SU1611578A1 |
| Устройство для нанесения покрытий из металлического порошка | 1986 |
|
SU1438926A2 |
| Установка для накатки ленты из порошка твердого сплава на наружные цилиндрические поверхности деталей | 1987 |
|
SU1435407A1 |
| Устройство для нанесения металлических покрытий на внутренние поверхности цилиндрических деталей | 1988 |
|
SU1585075A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние поверхности деталей | 1985 |
|
SU1292920A1 |
| Устройство для формирования металлического покрытия на наружной поверхности изделия | 1986 |
|
SU1398990A1 |
| Способ восстановления зубьев зубчатых колес и устройство для его осуществления | 1985 |
|
SU1284647A1 |
| Устройство для нанесения металлических покрытий на внутренние поверхности цилиндрических деталей | 1987 |
|
SU1450904A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние цилиндрические поверхности | 1987 |
|
SU1438927A1 |
| Установка для нанесения металлических покрытий на пересекающиеся поверхности изделий | 1987 |
|
SU1424976A1 |
Изобретение относится к установкам для нанесения покрытий из металлического порошка. Цель изобретения повышение производительности процесса. На осях 4 последовательно набирают Пакеты из деталей, прокладок из металлического порошка и графитовых втулок 6, затем навинчивают гайки 10 на каждое резьбовое окончание оси 4. Включают индукционный нагрев (индуктор 1 ТВЧ) и вращение корпуса 2. Шестерни 11, находясь в постоянном зацеплении с внутренним профилем зубчатого колеса 12, обеспечивают вращение осей 4 с постоянной угловой скоростью. В результате нагрева деталей и порошка и воздействия дополнительного строго постоянного давления, создаваемого грузами 5, порошок спекается с торцовой поверхностью упрочняемой детали, образуя качественный слой покрытия, 1 з.п. ф-лы, 1 ил. ю ел
| Устройство для нанесения покрытий из металлического порошка | 1980 |
|
SU917910A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения покрытий из металлического порошка | 1982 |
|
SU1047595A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
