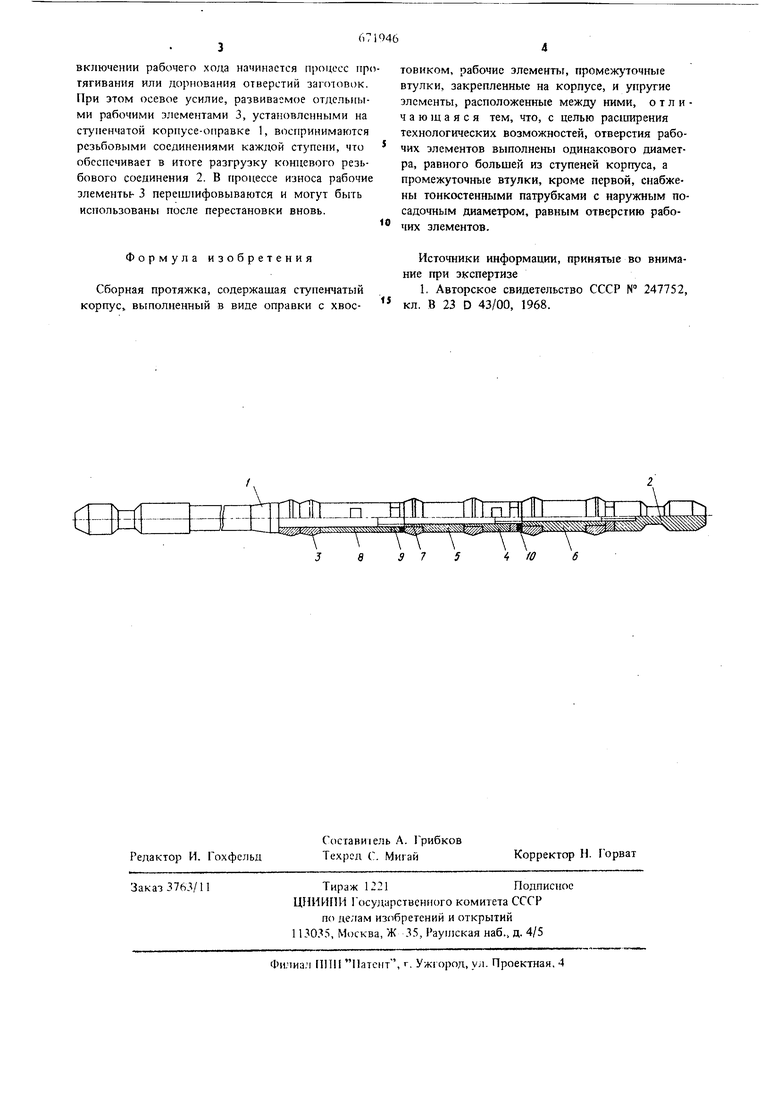
Изобретение относится к металлообработке я может быть использовано при .обработке отверстий протягиванием. Известна сборная протяжка, содержащая ступенчатый корпус, выполненный в виде оправки с хвостовиком, рабочие элементы, промежуточные втулки, закрепленные на корпусе, и упругие элементы, расположенные между ними 1.. При таком исполнении рабочие элементы не могут быть использованы в работе повторно после перешлифовки при их износе. Целью изобретения является расширение технологических возможностей протяжки. Это достигается тем, что отверстия рабочих элементов выполнены одинакового диаметра, равного большей из ступеней, а промежуточные втулки, кроме первой, снабжень. тонкостенными патрубками с наружным посадочным диаметром, равным отверстию рабочих элементов. На чертеже представлена предлагаемая протяж ка, общий вид. Протяжка содержит корпус-оправку I, выпол: пенную за одно целое с передним хвостовиком, и съемный навинчиваемый на оправку задний хвостовик 2. Оправка 1 выполнена в виде нескольких, цилиндрических уменьшающихся по диаметру в сторону от переднего хвостовика ступеней, на каждой из которых устанавливаются отдельные съемные блоки режущих или деформирующих рабочих элементов 3, разделенных промежуточными втулками 4, 5 и 6 с гладкими или резьбрвыми отверстиями. Втулки снабжены тонкостенными патрубками 7 с наружным посадочным диаметром, равным отверстию рабочих элементов. Отверстия рабочих элементов 3 выполнены одинакового диаметра, равного большей из ступеней. Блоки закрепляются от осевого смещения на каждой ступени спетуальными резьбовыми втулками 8 с контргайками 9. При этом блок последней ступени закрепляется непосредственно задним хвостовиком 2, Установка блоков рабочих элементов 3 и втулок каждой ступени выполняется с гарантированным зазором между блоками соседних ступеней, заполняемыми упругими прокладками 10. Протяжка работает следующим образом. В начале рабочего хода протяжки подается через отверстие обрабатываемой заготовки. При включении рабочего хода начинается процесс про тягивания или дорнования отверстий заготовок. При этом осевое усилие, развиваемое отдельными рабочими элементами 3, установленными на ст ненчатой корнусе-оправке 1, воспринимаются резьбовыми соединениями каждой ступени, что обеспечивает в итоге разгрузку концевого резьбового соединения 2. В процессе износа рабочие злементьь 3 перешлифовываются и могут быть использованы после перестановки вновь. Формула изобретения Сборная протяжка, содержащая ступенчатый корпус выполненный в виде оправки с хвое- товиком, рабочие элементы, промеж точные втулки, закрепленные на корпусе, и упругие элементы, расположенные между ними, о т л и чающаяся тем, что, с целью рас1шфения технологических возможностей, отверстия рабочих элементов выполнены одинакового диаметра, равного большей из ступеней корпуса, а промежуточные втулки, кроме первой, снабжены тонкостенными патрубками с наружным посадочным диаметром, равным отверстию рабочих элементов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 247752, кл. В 23 D 43/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Сборная деформирующая протяжка | 1979 |
|
SU770688A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ЗУБЬЕВ СБОРНЫХ ЧЕРВЯЧНЫХ ФРЕЗ | 1993 |
|
RU2087277C1 |
| Приспособление для закрепления плунжера при обработке | 2017 |
|
RU2698119C1 |
| Устройство для накатывания зубчатых колес | 1988 |
|
SU1593769A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| МИКРОМОТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2187189C2 |
г:„
4 10
