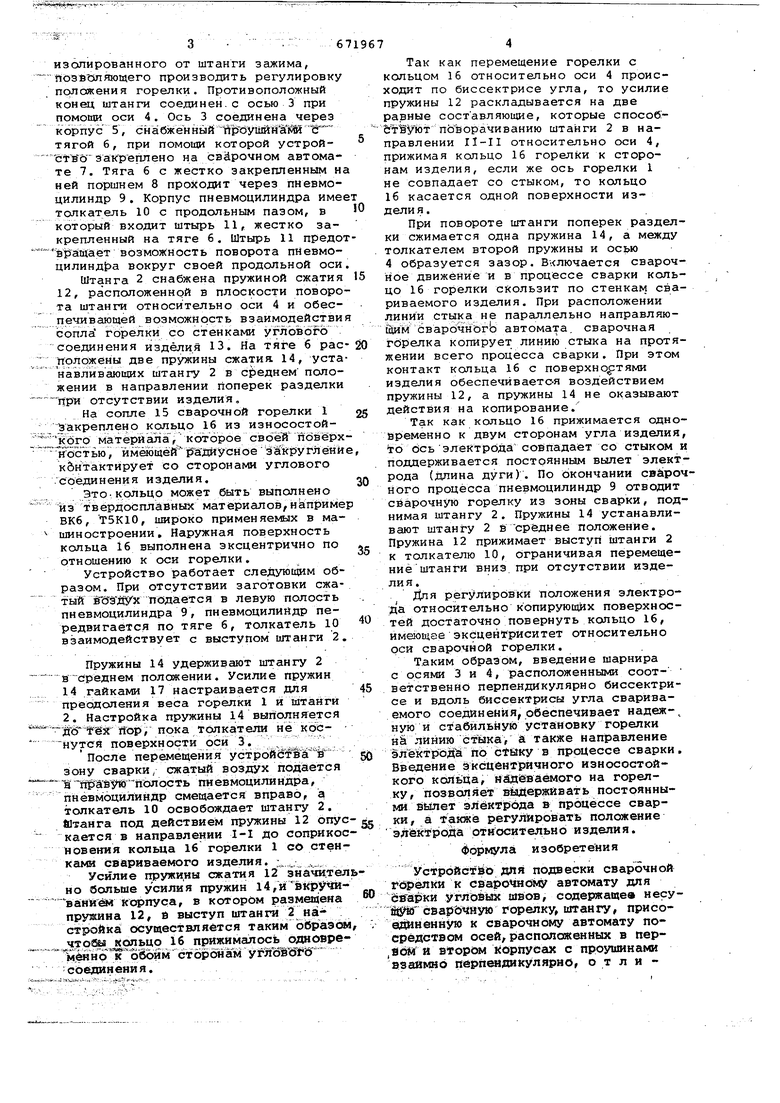
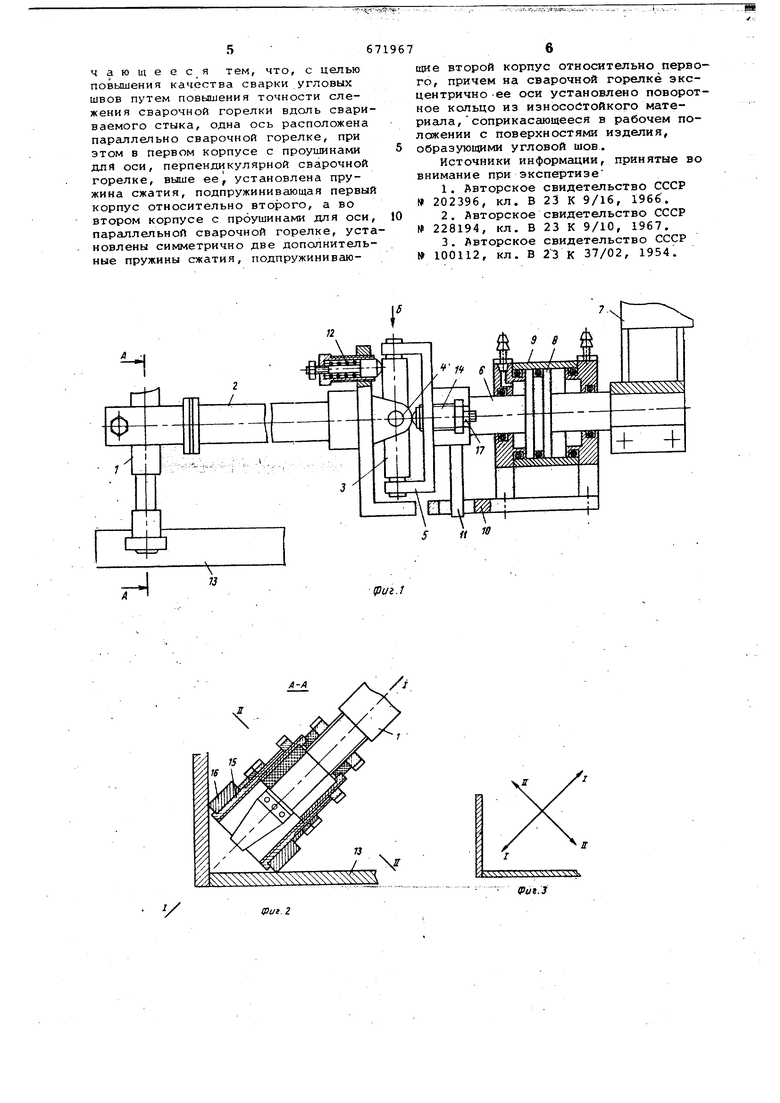
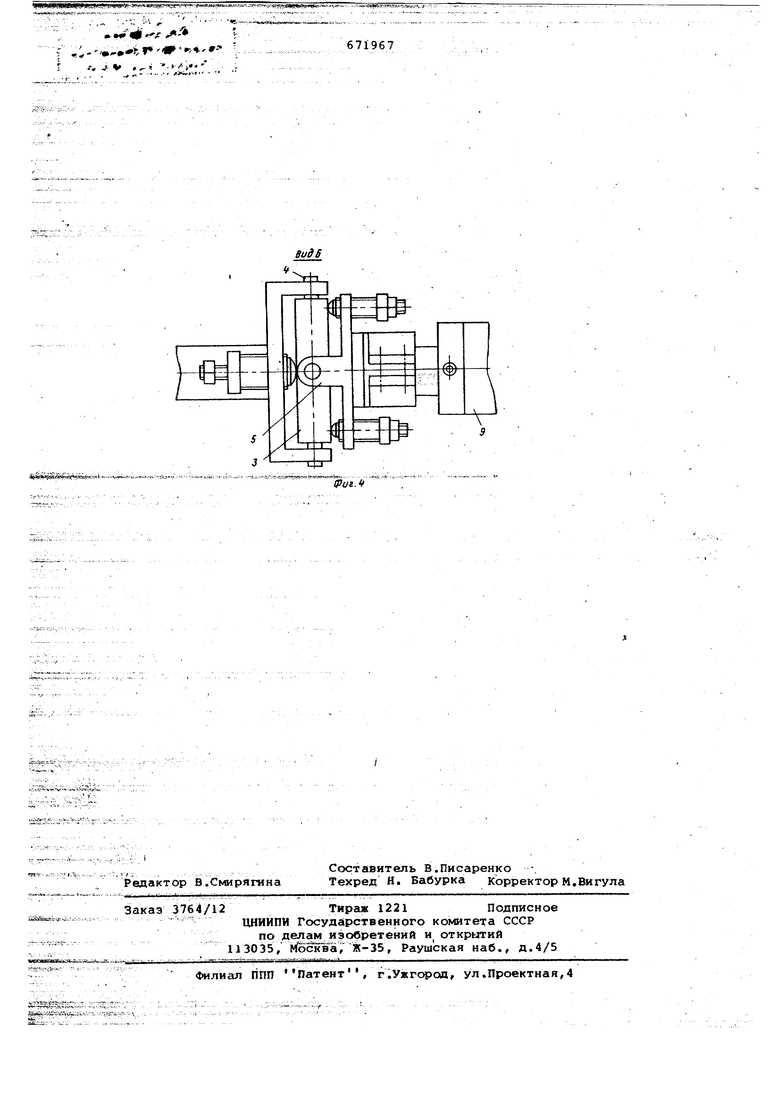
изолированного от штанги зажима, Лозвсшяющего производить регулировку положения горелки. Противоположный конец штанги соединен.с осью 3 при помощи оси 4. Ось 3 соединена через корпус 5, снабжённый Т реушйнШот Г тягой 6, при помощи которой устрой-cfTSo закреплено на свйрочном автомате 7. Тяга 6 с жестко закрепленным н ней поршнем 8 проходит через пневмоцилиндр 9. Корпус пневмоцилиндра име толкатель 10 с продольным пазом, в который входит штырь 11, жестко закрепленный на тяге 6, Штырь 11 предо вр-а1д;ает возможность поворота пневмоцилинд а вокруг своей продольной оси Штанга 2 снабжена пружиной сжатия 12, расположенной в плоскости поворо та штанги относительно оси 4 и обеспечивающей возможнрсть взаимодействи сопла горелки со стенками углового соединения изделия 13. На тяге 6 рас положены две пружины сжатия 14, уста навливающих штангу 2 в среднем положении в направлении поперек разделки при отсутствии изделия. На сопле 15 сварочной горелки 1 Закреплено ксшьцо 16 из износостой бгр материала, которое своеТй пбвёрх ™;н остью, имйощёйГ ргадйусное sakpyглёни контактирует со сторонами углового .соединения изделия. Это-кольцо может быть выполнено из твердосплавных материалов,наприме ВК6, Т5К10, ишроко применяемых в ма шиностроении. Наружная поверхность кольца 16 выполнена эксцентрично по отношению к оси горелки. Устройство работает следующим образом. При отсутствии заготовки сжатый вЬ эдух подается в Левую полость пневмоцилиндра 9, пневмоцилийдр передвигается по тяге 6, толкатель 10 взаимодействует с выступом штанги 2. Пружины 14 удерживают штангу 2 всреднем положении. Усилие пружин 14 гайками 17 настраивается для преодоления веса горелки 1 и штанги 2. Настройка пружины 14 выполняется i( пор; пока толкатели не коснутся поверхности оси 3. После перемещения устройств а в зону сварки, сжатый воздух подается а г1рШуйз полрсть пневмоцилиндра, пневмоцилийдр смещается вправо, а толкатель 10 освобождает штангу 2. «атанга под действием пружины 12 опУс кается в направлении 1-1 до соприкос новения кольца 16 горелки 1 со стенками свариваемого изделия. :, ; ,, Усилие пружи.ны сжатия 12 значител но больше усилия пружин 14,йВ1 рУчиванйём корпуса, в котором раэмеадена пруш1на 12, fi выступ штанги 2 настройка осуществляется таким образам огйл кольцо 16 прижималось одновре |;ЙШоirtiBoHM стс:соединения. Так как перемещение горелки с кольцом 16 относительно оси 4 происходит по биссектрисе угла, то усилие пружины 12 раскладывается на две равные составляющие, которые способс тШУют поворачиванию штанги 2 в направлении II-II относительно оси 4, прижимая кольцо 16 горелки к сторонам изделия, если же ось горелки 1 не совпадает со стыком, то кольцо 16 касается одной поверхности изделия. При повороте штанги поперек разделки сжимается одна пружина 14, а между толкателем второй пружины и осью 4 образуется зазор. Включается сварочное движение и в процессе сварки кольцо 16 горелки скользит по стенкам свариваемого изделия. При расположении линии стыка не параллельно направляю Г1иМ сварочногЬ автомата, сварочная горелка копирует линию стыка на протяжении всего процесса сварки. При этом контакт кольца 16 с поверхностями изделия обеспечиваетс-я воздействием пружины 12, а пружины 14 не оказывают действия на копирование. Так как кольцо 16 прижимается одноВременно к двум сторонам угла изделия, то ось электрода сойпадает со стыком и поддерживается постоянным вылет электрода (длина дуги). По окончании сварочного процесса пневмоцилиндр 9 отводит сварочную горелку из зоны сварки, поднимая штангу 2. Пружины 14 устанавливают штангу 2 в среднее положение. Пружина 12 прижимает выступ штанги 2 к толкателю 10, Ограничивая перемещениёштанги вниз, при отсутствии изделия... Для регулировки положения электрода относительно копирующих поверхностей достаточно повернуть кольцо 16, имеющее эксцентриситет относительно оси сварочной горелки. Таким образом, введение шарнира с осями 3 и 4, расположенными соот- ветственно перпендикулярно биссектрисе и вдоль биссектрисы угла свариваемого соединения, обеспечивает надежную и стабильную установку горелки на линию стыка, а также направление ёлектроДа по в процессе сварки. Введение эксибнтричного износостойкого кольца, на|1ёваёмого на горелку, позволяет В1ыдержйвать постоянными вьтет электрода в процессе сварки, а такж1э регулировать положение элёйтрода относительно изделия. Формула изобретения Устройс йо для подвески сварочной горелки к сварочному автомату для cffapKH угЛойых швов, содержащее несуiQjir сварЬчну горелку штангу, присоединенную к сварочному автомату посредством осей, распопоЕкенных в перй(й я втором корпусах с проуишнами азаямйо перпеняикулярно, о т л и чающеес я тем, что, с целью повышения качества сварки угловых швов путем повышения точности слежения сварочной горелки вдоль свари ваемого стыка, одна ось расположена параллельно сварочной горелке, при этом в первом корпусе с проушинами для оси, перпендикулярной сварочной горелке, выше ее, установлена пружина сжатия, подпружинивающая первый корпус относительно второго, а во втором корпусе с проушинами для оси парс1ЛлельноП сварочной горелке, уста новлены симметрично две дополнительные пружины сжатия, ттодпружиниваю66 щие второй корпус относительно первого, причем на сварочной горелке эксцентрично ее оси установлено поворотное кольцо из износостойкого материала, соприкасающееся в рабочем положении с поверхностями изделия, образующими угловой шов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 202396, кл. В 23 К 9/16, 1966. 2. Авторское свидетельство СССР № 228194, кл. В 23 К 9/10, 1967. 3. Авторское свидетельство СССР 100112, кл. В 23 К 37/02, 1954.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для сварки горизонтальных швов трубчатых колонн | 1982 |
|
SU1016125A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для одновременной сварки двух угловых или нахлесточных швов | 1974 |
|
SU647088A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| Датчик положения свариваемого стыка | 1978 |
|
SU764890A1 |
А-А
у
tPui.Z
ж
lPut.3
,i -./,«.
J-....-,
4 Й «1&:г)гЦЙ.1-1. -t. V
