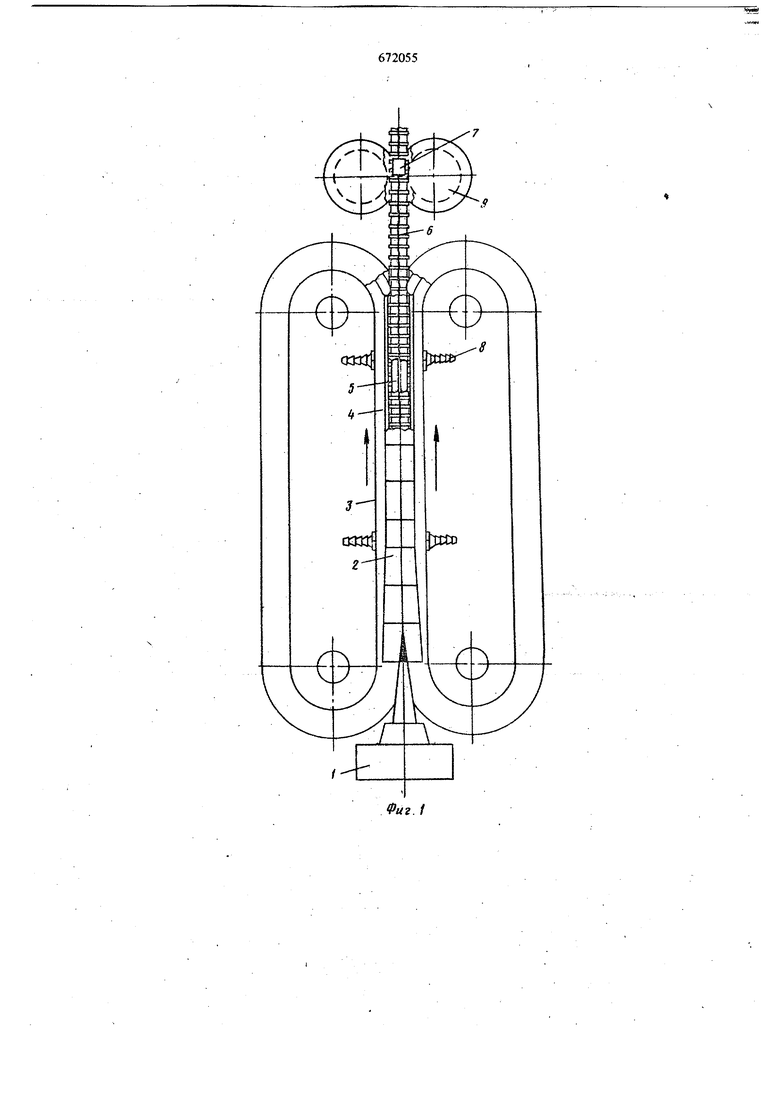
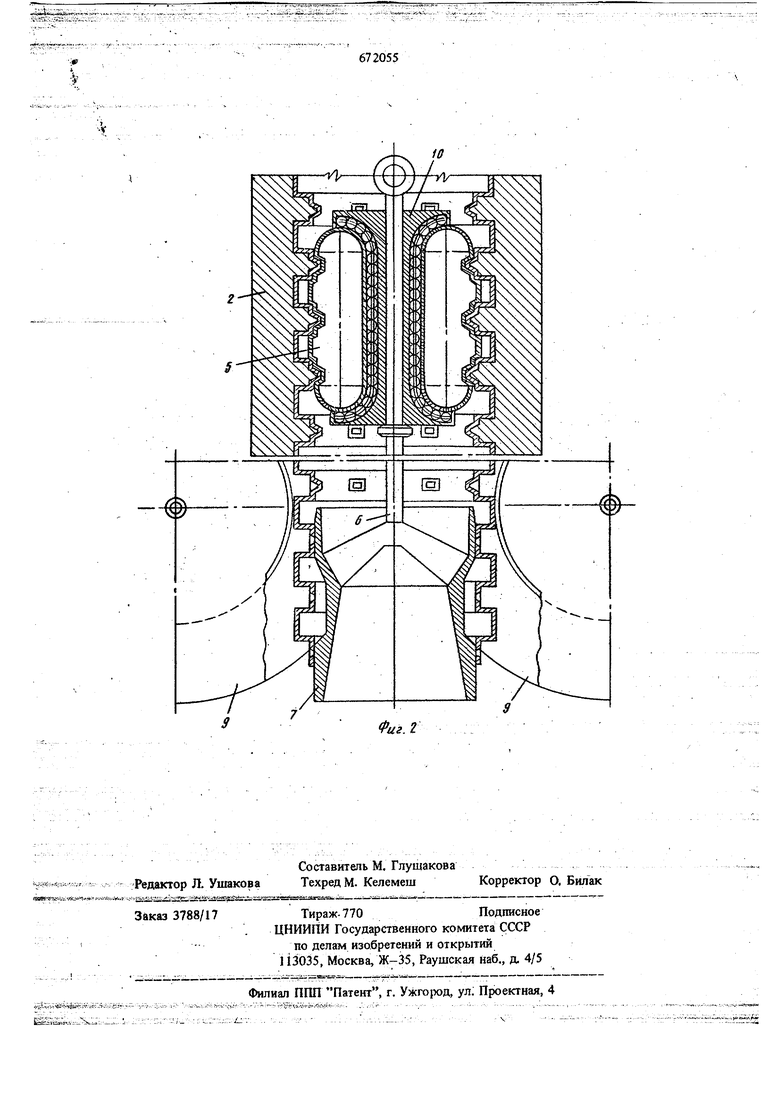
Изобретение OTHOCHTCJR к устройствам для производства пластмассовых труб с профилированной поверхностью методом непрерывной экструзии. Известно устройство для формования пластмассовых труб, содержащее экструзио1шую голов ку, пробку, соединенную с экструзионной головкой, патрубок подачи воздуха под давлением в ПОЛОСТЬ трубы и калибрующий элемент 1. Недостатком устройства является невозможность получения тфофилированных труб с перфорацией. Известно устройство для формования пластмассовых профилированных труб, содержащее экструзионную головку, механизм профилирования соединенную с экструзионной головкой пробку и смонтированный в экструзионной головке патрубок подачи воздуха под давлением в полость трубы 12. Последнее устройство наиболее близкое к изобретению по технической сущности и достигаемому результату. Недостатком устройства является невозможность получения перфораций на трубе од11овременно с ее формованием. Цель изобретения - получение перфораций на трубе в процессе ее формования. Поста1вленная цель достигается тем, что пробка выполнена в виде полого цилиндрического перекатывающегося тора и снабжена ножом, выполненным в виде ПОЛОГО, цилиндра с заостренной передней кромкой, соединенным с пробкой со стороны выхода трубы. При этом устройство снабжено обжим1Ш1МИ валками, между которыми размещен цилиндрический нож; цилиндрический перекатывающийся тор установлен в подщипниковом кольцевом гнезде и заполнен жидкостью под давлением. Изобретение поясняется чертежами, где на фиг. 1 схематично изображено предлагаемое устройство, на фиг. 2 - продольный разрез. Устройство ДЛЯ формования пластмассовых профилированных труб содержит экструзионпую головку 1, механизм профилирования, выполненный в виде полуформ 2, установленных на двух бесконечных цепях 3 направляющие дорожки 4, пробку 5, в вице полого тора, соединенную тягой 6 с полым цилиндрическим ножом 7 и с экс трузиониой головкой 1, имеющего заостренную переднюю кромку, штуцеры 8 для охлаждающей жидкости, обжимающие производимую трубку в месте расположения ножа 7 обжимающие валки 9, патрубок для подачи сжатого воздуха в по лость трубы (на чертежах не показан) и подшип никовое кольцевое гнездо 10 пробки 5. Устройство работает следующим образом. Выдавливаемая из Экструзионной головки 1 гладкая труба постепенно обжимается полуформами 2, установленными на двух бесконечных цепях 3, перемёщаюшимися по направляющим дорожкам 4. Полуформы выполнены рифлеными для формования зкструдируемой трубы с заданным профилем под действием сжатого воздуха. Пробка 5 выполнена в виде полого цилиндрического перекатывающегося тора, который установлен в подшипниковом гнезде 10. Пробка перекатывается в нем, создает незначительное сопротивление перемещению производимой трубы и благодаря своей зластичности перекатывается через выступы, направленные внутрь трубы, и не повреждается ими. Расположенный за пробкой 5 Полый цилиндрический нож 7 с заостренной передней кромкой размещен внутри трубы между обжимающими ее валками 9. Нож срезает все образовавщиеся в полуформах 2 и направленные внутрь трубы выступы и, таким образом, создает на производимой пластмассовой дренажной трубе одновремен;но с ее формованием перфорацию заданной ве- . личины. Предлагаемое устройство позволяет формовать Ш1ас1массовые профилированные дренажные трубы повышенного качества. Формула изобретения 1.Устройство для формования пластмассовых профилированных труб, содержащее зкструзионную головку, механизм профилирования, соединенную с экструзионной головкой пробку и смонтированный в экструзионной головке патрубок подачи воздуха под давлением в полость трубы,отличающееся тем, что, с целью гюлучения перфорации на трубе в процессе ее формования, пробка вьшолнена в виде полого цилиндрического перекатывающегося тора и снабжена ножом, выполненным в виде полого цилиндра с заостренной передней кромкой, соединенным с пробкой со стороны выхода трубы. 2.Устройство по п. 1, отличающееся тем, что оно снабжено обжимными валкалад, между которыми размещен цилиндрический нож. 3.Устройство по пп. 1 и 2, отличающееся тем, что цилиндоический перекатывающийся тор установлен в подшипниковом кольцевом гнезде и заполнен жидкостью под давлением. Источники информации, принятые во внимание при экспертизе 1.Грйфф А. Те|Хнология зкструзии пластмасс, М., Мир, 1965, с. 46. 2.Патент Швеции N 222395, кл. В 29 D 23/04, 1968.
fuz. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования пластмассовых профилированных труб | 1976 |
|
SU609636A1 |
| Устройство для формования пластмассовых профилированных труб | 1978 |
|
SU764997A1 |
| Устройство для формования пластмассовых профилированных труб | 1977 |
|
SU703349A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ИЗДЕЛИЯ, А ТАКЖЕ РАЗДУВНАЯ ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2011 |
|
RU2560418C2 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1141002A1 |
| Устройство для изготовления полых изделий из эластичных материалов | 1980 |
|
SU1689103A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ИЗДЕЛИЯ И ФОРМА ДЛЯ ФОРМОВАНИЯ С РАЗДУВОМ | 2010 |
|
RU2507068C2 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| Экструзионная головка для изготовления двухслойных полимерных труб | 1975 |
|
SU656486A4 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |