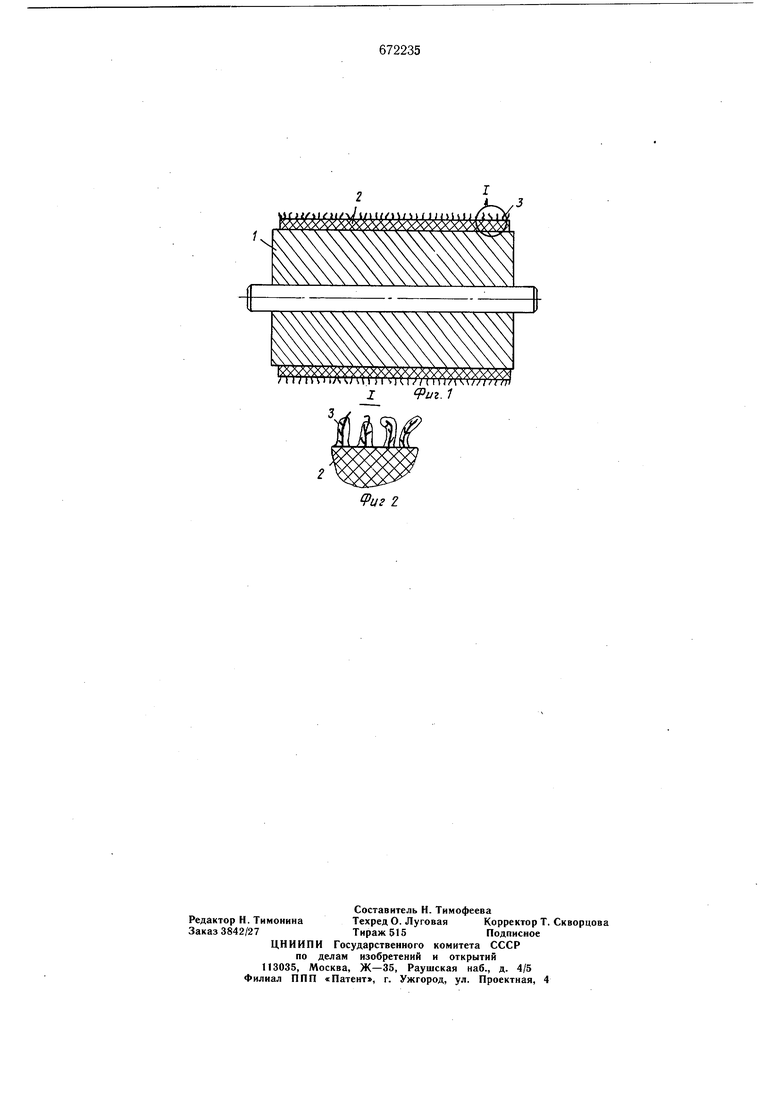
(54) ЧИСТИЛЬНЫЙ ВАЛИК ДЛЯ ВЫТЯЖНОГО ПРИБОРА ТЕКСТИЛЬНОЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ каждой ворсинки к ее среднему диаметру не превышает 30. В способе эта цель достигается тем, что при формовании заготовки в полимерную композицию вводят термопласт и резиновую пыль, а при освобождении концов ворсинок осуществляют покрытие каждой ворсинки пленкой из термопластичного материала путем протачивания наружной поверхности заготовки проходным резцом с отрицательным углом между задней гранью и направлением подачи- его. На фиг. I изображен, чистильный валик в разрезе; на фиг. 2 - фиг. 1 узел I. Чистильный валик содержит корпус 1 с покрытием 2, выполненным из упругого материала с волокнистым наполнителем, Над поверхностью покрытия выступают ворсинки 3, покрытые по всей высоте пленкой толщиной 5-15 мкм из термопластичного материала, имеющего вкрапления резиновой пыли. Плотность ворсинок на поверхности покрытия составляет 600-1000 шт/см, а отношение высоты каждой ворсинки к ее среднему диаметру не превышает 30. Изготовляют чистильный валик путе-м формования цилиндрической заготовки псгКрЫТИЯ из полимерной композиции с волокнистым наполнителем, в которую вводят термопласт в виде поливинилхлоридной стружки и резиновую пыль. Смешивание компонентов композиции осуществляют на вальцах, нагретых до 120-130°С. Полученный пластикат накатывают на дорны, бинтуют и формуют в вулканизационном котле. Затем освобождают концы ворсинок из покрытия путем протачивания наружной поверхности заготовки. При этом покрывают каждую ворсинку пленкой из термопластичного .материала заготовки за счет использования при протачивании проходного резца с отрицательным углом между задней гранью и направлением подачи его. Благодаря отрицательному углу создается интенсивное поле трения между резцом и обрабатываемым материалом покрытия, при котором происходит разогрев и плавление термопласти и обволакивание им ворсинок, высвобождае мых из упругого покрытия передней гранью резца. После протачивания покрытие насаживают на корпус валика и закрепляют на нем. Чистильный валик в процессе работы вытяжного прибора вращается и очишает своими ворсинками нажимной валик от волокон и пуха. Оптимальная плотность ворсинок на поверхности покрытия выбрана в пределах 600-1000 шт/см. Снижение количества ворсинок менее 600 щт/см настолько уменьшает число соприкосновений валика с волокнами. что ухудшает очишающую способность валика. Увеличение числа ворсинок более 1000 шт/см создает такую густую сеть ворсинок, что не дает возможности волокнам погружаться внутрь покрытия чистильного валика. Покрытие ворсинок пленкой из термопласта толщиной 5-15 мкм придает высокую стойкость ворсинкам к истиранию, введение в пленку частиц резиновой пыли обеспечивает высокий коэффициент трения по волокнам, а отношение высоты ворсинок к их среднему диаметру не более 30 обеспечивает достаточную их жесткость. По мере износа покрытия чистильного валика его первоначальное состояние восстанавливается путем повторного протачивания резцом. Фоомула изобретения 1.Чистильный валик для вытяжного прибора текстильной мащины, содержащий корпус с покрытием, выполненным из упругого материала с волокнистым наполнителем и имеющим выступающие над поверхностью ворсинки отличающийся тем, что, с целью повыщения эффективности очистки и повышения срока службы, ворсинки по всей высоте покрыты пленкой из термопластичного материала, имеющего вкрапления частиц резиновой пыли, при этом плотность ворсинок на поверхности покрытия составляет 600- 1000 щт/см. 2.Валик по п. I, отличающийся тем, что толщина пленки на ворсинках составляет 5-15 мкм, а отношение высоты каждой ворсинки к ее среднему диаметру не превышает 30. 3.Способ изготовления валика по п. 1, заключающийся в том, что осуществляют формование из полимерной композиции с волокнистым наполнителем цилиндрической заготовки покрытия, освобождение концов ворсинок из покрытия путем протачивания наружной поверхности заготовки и закрепление покрытия на корпусе, отличающийся тем, что при формовании заготовки в полимерную композицию вводят термопласт и резиновую пыль, а при освобождении концов ворсинок покрывают каждую ворсинку пленкой из термопластичного .материала путем протачивания наружной поверхности за готовки проходным резцом с отрицательным углом между задней гранью и направлением подачи его. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 234901, кл. D 01 Н 5/62, 1964. 2.Патент США № 3808657, кл. 29-120, 1974.
)ЛЛЛ
I I I /1 V t/s ч/ м I ) I V j У{ ( f I / (fTi
. 1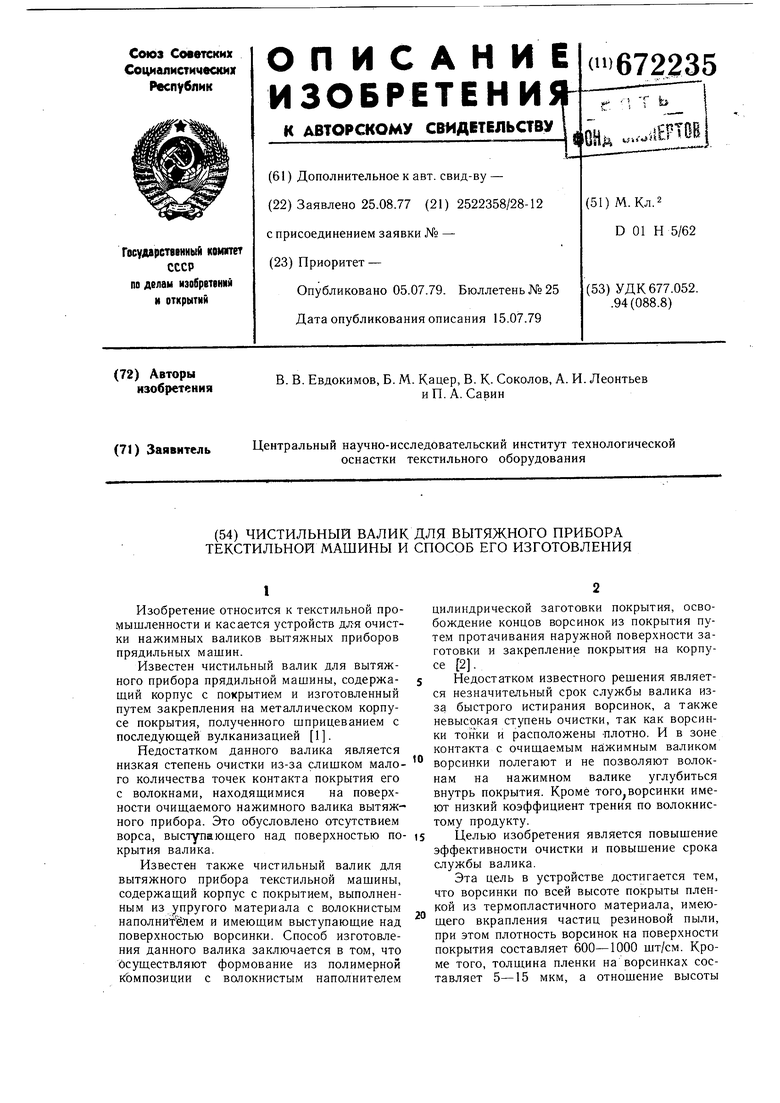
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЕПОДОБНОГО МИКРОПОРИСТОГО СЛОИСТОГО МАТЕРИАЛА ИЗ НЕТКАНОГО ВОЛОКНИСТОГО ПОЛОТНА И ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, ОБЛАДАЮЩЕГО ПРОНИЦАЕМОСТЬЮ ДЛЯ ВОЗДУХА И ПАРОВ ВЛАГИ И НЕ ПРОПУСКАЮЩЕГО ЖИДКОСТЬ | 1997 |
|
RU2161560C2 |
| Устройство для изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2017 |
|
RU2681908C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВОРСИСТОЙ ПОВЕРХНОСТЬЮ | 1970 |
|
SU414801A3 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ НЕВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ | 2023 |
|
RU2817033C1 |
| СОСУД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2026194C1 |
| БИОРАЗЛАГАЕМЫЕ ПЛЕНКИ, ПРОНИЦАЕМЫЕ ДЛЯ ВОЗДУХА И ВОДЯНОГО ПАРА, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2001 |
|
RU2256673C2 |
| МАТЕРИАЛ ДЛЯ ЗАЩИТНЫХ ПОКРЫТИЙ СТРОИТЕЛЬНЫХ СООРУЖЕНИЙ И КОНСТРУКЦИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2129133C1 |
| Полимерное пленочное покрытие с интегрированным металлическим слоем на основе термостойкого связующего | 2024 |
|
RU2839081C1 |
| Плита покрытия резинополиолефиновая (варианты) | 2023 |
|
RU2820137C1 |
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ ДЛЯ ЗАЩИТНЫХ ПОКРЫТИЙ СТРОИТЕЛЬНЫХ СООРУЖЕНИЙ И КОНСТРУКЦИЙ | 1996 |
|
RU2117578C1 |