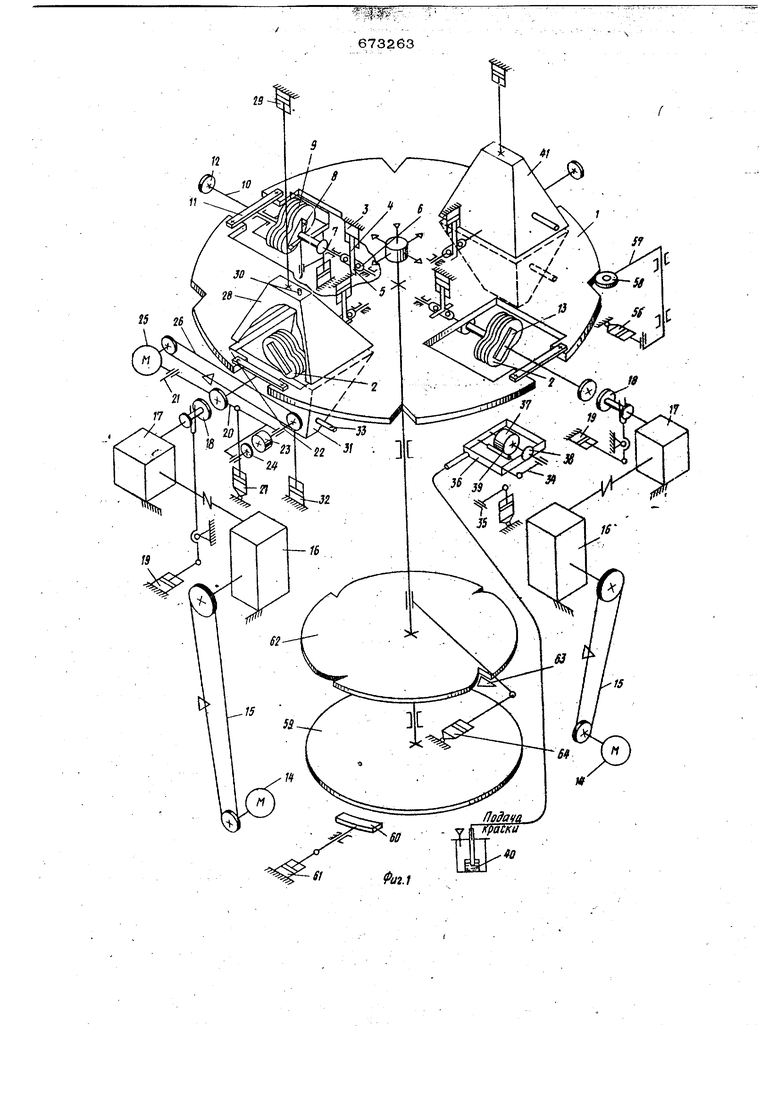
шем для сушки красжи на урезе располо женным непосредстве1шо после механизма окраски уреза деталей низа обуви, а сред с-тво затрузки и выгрузки деталей низа . обуви вьтолнено в виде центрирующего мёхаййэма с приводом йля его подвода ч отвода к копиру механизма зажима дёта лей низа обуви.) Приспособление дня суижи краски на урёЗе состоит из сопла для подачи обрабатывающей среды вдоль уреза и охватывающего его кожуха вьтолнённого из двух частей, одна из которых имеет отсасывающий патрубок, причем каждая из частей имеет привод для перемедения ее навстречу одна другой. Средство для удаления отходов обработ ки содержит отсасьгаакядий патрубок, сопл для подачи рабочей среяы и колпак, состо щий из двух частей, на одной из которых смонтирован отсасывающий патрубок, а на другой - сопло; для подачи рабочей среды Средство для смены копиров содержит ограничительный рычаг и трехходовой кла пан, соединенный с целью управления, при Чем ограничительный рычаг однимконцом связан посредством шарнира с клапаном, а другим с центрирующим механизмом1 На фиг. 1 изображен схематично агрегат, общий вид| на фиг. 2 - схема центрир щёго механизма и средство дли смены копиров, на фиг, 3 - схема устройства для интенсивной сушки краски на урезе. Агрегат состоит из транспортирующего устройства 1 пульсирующего типа с закрепленньгми на нем механизмами для за жима деталей низа обуви, каиодый кото рых содержит копир 2 и средстйб для со- ойдения копиру и деталям i-шэа обуви вращательного движения. Для закрепления пачки деталей низа обуви, например по- дощв,служитпневмоцилиндр 3, шток 4 которого имеет клин 5, взаимодействующий с роликами 6, закрепленными на оси 7, На оси 7 закреплена с возможйостью по вброта вокруг нее опорная плошадка 8 с зажимной пластиной 9. Последняя вьтолнена так, что край подощвы по всему кон. туру выступает за край пластины на 4«v 6 м. Аналогичная пластина закреплена на копире 2, ось вращения которого установлена соосно оси 7 Средство для соойце- ния копиру и подошвам вращательного движения содержит вал 10, закрепленный в лодщипнике II, зубчатую полумуфту 12, закрепленную на валу 10 с одной стороны и опорную площадку 13 с установленным на ней копиром 2 и зажимной пластиной 9 с другой стороны. Для передачи вращательного движения копиру 2 йа позиции фрезерования и окраски уреза предусмотрены механизмы привода, каждый из которых содержит электродвигатель 14, клиноременную передачу 15, редукторы 16 и 17 и зубчатую полумуфту 18, .взаимодействующую с полумуфтой 12 посредством пневмоцилйндра 19. Агрегат содержит также механизм фреёерования со средством для удаления отходов обработки, Механизмы фрезерования состоят из коромьгсла 20, шарнирно закрепленного на неподвижной оси 21, щпиндельной головки 22 с фрезой 23 и копиром роликом 24, электродвигателя 25 и клиноременной передачи 26 для привода фрезы и пневмоцилйндра 27 для прижатия копирного ролика 24 к копиру 2, Средство для удаления отходов обработки содержит верхний колпак 28 оснащенный приводом 29 и соплом 30 для подачи рабочей среды, и нижний колпак 31, охватывающий механизм фрезерования и оснащенный приводом 32 и отсасывающим патрубком 33, В сомкнутом состоянии колпаки 28 и 31 образуют замкнутую камеРУ. Механизм окраски уреза подошвы содержит коромысло 34f шарнирно закрепленное на неподвижной оси 35 и несущее ванночку 36 для краски с расположенным в ней красконаносящим роликом 37, установленным на одной оси с копирным роликом 38, который закреплен вне ванночки. Красконаносящий ролик имеет покры.тие яа гуйчатой резины твердостью 9 11 уел, ед, по . ДиаМетр красконаносящего ролика на 1,5-3 мм превы- . шает диаметр копирного ролика 38. В ванночке 36 расположен также валик 39, регулирующий количество краски, наносимой на урез подошв. Краска в ванночку 36 поступает периодически из бачка 4О под действием сжатого воздуха Непосредственно за механизмом окраски уреза расположено приспособление для сущки краски на урезе 41, содержащее (см. фиг. 3) верхнюю и нижнюю полукамеры 42 и 43 с сопламт 44 для подачи обрабатывающей среды. Полукамеры 4 и 43 снабжены охватывающими кожухами 45 и 46 и приводом 47 и 48, причем кожух 46 имеет отсасывающий патрубок 49. Агрегат содержит также средство для загрузки и выгрузки подошв, выполненное в виде центрирующего механизма и вклю-п чающее в себя цилиндр 5О, на штоке которого смонтирована платформа 51, упор 52, подвижный в горизонтальной плоскооти. Цилиндр 50 управляется.воздухораспределителем 53 {см. фиг. 2). Кроме того, имеется устройство для смены копиров, содержащее трехходовой кран 54 и ограничительный рычаг 55. Рукоятка трехходового крана 54 при помощи шар1шра связана с ограничительным рычагом 55, который другим концом взаимодействует с платформой 51 механизма центрирования. Кроме этого, агрегат содержит механизм 4впссации .транспортирующего устройства 1, состоящий (см. фиг, 1) из пневмоцилиндра 56, рычага 57 и фиксирующего ролика 58, механизм тормоза, содержа щий тормозной диск 59, тормозную колод ку 60 и пневмоцилиндр 61, и механизм поворота транспортирующего устройства, содержащий храповое колесо 62, собачку 63 и пневмоцилиндр 64. Работа на агрегате осуществляется следующим образом. В исходном положении центрирующее устройство занимает крайнее верхнее положение, так что платформа 51 под дейст вием пневмоцилиндра 5О (см. фиг. 2) и упор 52 прижаты к копиру 2. . Подошвы укладываются между зажимными пластинами 9. и с помощью платформы 51 и упора 52 центрируются относительно копира 2. Затем при помощи пневмоцилиндра 3-подошвы зажимаются.; между пластинами 9, при этом шток 4 клином 5, взаимодействующим с роликом 6 Оси 7, перемешает опорную площадку 8 с пластиной 9 к копиру 2. После установки и зажима пачки подошв нажимом рукоятки трехходового кла пана, расположенного на пульте (не пока зан), включается агрегат. При этом цент рирующее устройство опускается, транспортирующее устройство 1 расфиксируетс и при помощи пневмоцилиндра 64i на што ке которого шарнирно закреплена собачка 63, вэаимодействуквдая с храповым коп сом 62, поворачивается на 90 и снова фиксируется при помощи ролика 58, рас- полаженного на .рычаге 57, шарнирно связанном с пневмошшнндром 56. Пачка подошв оказьгоается на позиции фрезерования. Полумуфты 12 и 18 под действием ппевмоцилиндра 19 смьпсаются лектродвигатель 14 выключается, и через линоременную п едачу 15 и редухторы 6 и 17 копир с подошвами получает враательное движение. Одновременно с вклюением полумуфт 12 и 18 фреза;23 и коирный ролик 24 под действием пневмоцииндра 27 прижимаются соответственно к одошвам и копиру, а колпаки 28 и 31 мьпсаются, перемещаясь .найстречу один ругому, и образует замкнутую камеру, в оторой и происходит обработка уреза. Отходы обработки удаляются через отсасывающий патрубок 33, а оотстка подошв от пыли осуществляется сжать1М воздухом,. поступающим через сопло ЗО. Пачка подошв совершает Полтора оборота, реза 23 отводится от пачки подошв, полумуфты 12 и 18 размыкаются,а электродвигатель 14 отключается, колпаки 28 .31 разводятся и подача сжатого воздуха в сопло ЗО прекращается. На этом обработка подошв на позиции фрезерования заканчивается. Наличие двух колпаков 28 и 31, образующих замкнутую камеру, обеспечивает хорошее удаление отходов и уменьшение шума от 4 вэерования на ра- бочШ месте. Следующим поворотом транспортирук щего устройства 1 пачка подошв перемешается на позицию окраски уреза, Враще 1ие пачтш подошв на этой позиции осуществляется так же, как и на предыдущей. При этом под действием пневмоцилиндра коромьюло 34, несущее ванночку 36 с краской, красконаносящий ролик 37 и копирный ролик 38 поворачивается 6®круг оси35, и копирный ролик начинает обкатываться по копиру 2, Так как 1 ®пирный и: красконайЬсяэдий ролики распопрже- ны на одной оси и связаны между собой, то последний обкатыбается но урезу подошвы, перенося на него краску. Количество наносимой краски регулируется валиком 39 путем изменения ; межцентро- вого расстояния между валиком 39 и роликом 37, Вьшолнение красконаносяц1его ролика 37 диаметр которого на 1,5 2 мм превыш ает диаметр копирного ролика, с покрытием из губчатой резины дает возможность получить равномерную окраску уреза. Подача краски в. ванночку 36 осуществляется периодически порциями из бачка 40 под действием сжатог9 воздуха. После окончания процесса окраски, осуществляемого с перекрытием места началп обработки, коромысло 34 отврдится от копира и копир с подошвами, совершив полтора оборота, останавливается. .На; .этом эаканчиВ1эется операция окраски подошв, и следующий поворот транспортирующего устройства 1 на 90° переносвгг пачку подошв на позицию сушки. Во время сушки тсраски на урезе п6лукамеры 42 и 43 смыкаются (см, фиг, 2)j, а в сопла 44 подается сжатый воз - ifyx который при необходимости может прёдваритеЯЬно подогреваться йй:я интенсификации процесса сушки . Сопйй расположены таким образом, что ;истекающий из; них воздух перемещается вЛоль уреза подоШвы, что,всвотб очередь, также интен. . сифиаирует процесс сушки. Благодаря тому, что полукамеры 42 и 43 снабжёйь охватьюающйми кожухами 45 и 46, а кожух 46.снабжен отсасьтакицимпатруб .ком 49, происходит удаление испаряемого растворителя, что также интанфициру-. ет сушку и улучшает саьштарно-гйгиёничёг ские УСЛОВИЯ на рабочем месте. После процесса сушки подача сжатого воздуха в сопла прекращается , а полукамеры 42 т 43 расходятся. При следующем повороте на 9О° транспортирукйцег о устройства 1 .прлностью обработаннью подоШвы оказываются на itoзиции загрузка-выгрузка , центрирующий механиэк Г поднимается до упора платформы 51 в копир 2,. Оператор освобождает пач- ку подошв, уклаДывает следуюшуК), циКл работы повторяется При необходимости смены копира опера тор включает трехходовой клапан 54, При этом бесШтоковая полость пневмоцили идра 5б соединяется, с атмосферой и под действием собственного веса платформа 51 oпycкaetcя п6 упора в ограничительный рьгеаг 55. После смены копиров йереклю-ч /, ченяем трехходового клапана 54 меха- низм центрирования возвращается в иоходное положение, причем платформа 5Д поднимается до упора в-копир 2. На агрегате имеются также блокировочные устройства, позволяющие осуществлять перемйцение транспортируташего устройства 1 только в том случае, если все механиэМь агрегата находятся .в исходном положении. Формула из-обретения 1. Агрегат для обработки уреза дета лей низа обуви, содержащий трчнспортирую
673263 щее устройство пульсирующего типа с закрепленными, на нем механизмами зажима деталей низа обуви, каждый из которых содержит копир и средство для сообщения копиру и обрабатываемым деталям враща;гельного движения, механизм: фрезерова-;. ния обрабатьгеаемых деталей со средством для удаления отходов обработки и меха- низм окрас и уреза деталей низа обуви, Каждый из которьгх шалеет соответствующий копирный ролик и рабочий орган, а также средство для загрузки и выгрузки дета-. лей низа обуви и цепь управления, о Т;л и ч а ю щ и и с я тем, что, с целью улучшения качества обработки и эксплуатационных свойств, он снабжен средством для CKieHbi копиров, распрл9 нным под транспортирующим устройством пульсируЮЩего типа и под средством для загрузки я еыгрузкя деталей низа обуви, и приспо- / :с6бленйШ-длясущки краскина урезеГ ра1сполржённь1М после ме.ханизма окраски уреза деталей низа Ьбуви, а средство загрузки и выгрузки деталей низа обуьи - вьйтблнено в ёиде центрирующего механизма с приводом его подвода и отвода и копиру механизма зажима д еталей низа обуви. . . 2. Агрегат по п; 1, о т л и чающийся тем, что приспособление для сушки краски на урезе состоит из сопла ДЛЯ подачи обрабатывакщей среды вдоль I уреза II охватывающего его кожуха, вы- . полненного из .двух частей, бдна из 1ко-г fbpbix имееог отсасьюающий патрубок, причем каждая из частей имеет привод для перемещения ее навстречу одна другой,...... 3, Агрегат по п. 1, о т л и ч а- ю щ и и с я тем, что средство для удаления отходов обработкисодержит отсасывающий патрубок, сопло для подачи рабочей среды и колпак, состоящий из двух частей, на дной из которых смонтирован отсасьтающий патрубок, и на другой - сопло для подачи рабочей среды. 4, Агрегат по п. 1, о т л и.ч а ю йй С я тем,,что cpejacTBo для смены копиров сойержит:ограничительный рычаг и трёхходовойкла.пан, соединенный с цёпью управлений, причем ограничительный рьгчаг одним концом связан посредством шарнира с клап(аном, а другим - с центриpyK механизмом. Источники информации, принятые во внимание при экспертизе 1. А вторсКое свидетельство СССР № 272840, кл. А 43 Д 7/14, 1969.
Пвдауд 
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ОБРАБОТКИ УРЕЗА НЕ ПРИКРЕПЛЕННЫХ | 1970 |
|
SU272840A1 |
| Машина для окраски уреза подошв в пачке | 1983 |
|
SU1173974A1 |
| Устройство для обрезки выпрессовок с формованных деталей низа обуви | 1978 |
|
SU992003A1 |
| Копирное устройство для обувных машин | 1979 |
|
SU784861A1 |
| Машина для фрезерования уреза подошв в пачках | 1986 |
|
SU1384314A1 |
| МАШИНА ДЛЯ ОКРАСКИ УРЕЗА ПОДОШВЫ И КАБЛУКА^'НА ОБУВИ | 1965 |
|
SU169419A1 |
| УСТРОЙСТВО для ОКРАСКИ УРЕЗА ПОДОШВЫ ОБУВИ | 1973 |
|
SU405531A1 |
| Агрегат для нанесения и высушивания клеевой пленки на деталях низа обуви | 1976 |
|
SU766573A1 |
| Устройство для обработки деталей низа обуви | 1978 |
|
SU791374A1 |
| Устройство для нанесения узора на деталь низа обуви | 1977 |
|
SU725649A1 |