Изобретение относится к обувной промышленности, а более конкретно к автоматизированным устройствам дл обработки деталей низа обуви с авто матической загрузкой и выгрузкой. Известен агрегат для обработки низа обуви, предусматривающий автоматическую подачу деталей с устройством для укладывания подошв на мно гоярусный пальцевой держатель l . Известен агрегат, содержащий уст ройство для автоматической подачи подошв в форме турникета с фотоэлементом и др. 2 . Однако во всех этих агрегатах в процессе технологической обработки деталей низа происходит их обезличи вание по размерам и полупарам, так как в приемном бункере накапливается стопка подошв, которая периодически опознается, подсчитывается и комплектуется вручную по парам и размерам в рамках каждой производст венной партии, что приводит к допол нительным затратам ручнрго труда. Известна установкадля сушкикле на деталях низа, снабженная устрой ством для перемещения приемного бун кера и фотодатчиком, что позволяет автоматически опознать и укомплекте вать подошвы в пачке, содержащие только правые и только левые полупары. Однако комплектование подошв по полупарам не решает задачу составления производственной партии подошв по размерам з . Целью изобретения является повышение производительности труда за счет автоматизации укладки деталей на выгрузке в полной ассортиментной Чартии в тару с ячейками по размерам, Это достигается тем, что предлагаемый агрегат имеет средство для управления перемещением деталей, содержащее датчик завершения прохождения одного размера деталей в средство . . для клеевой намазки деталей и датчик поступления деталей в сушилку, электрически связанный с датчиком завершения прохождения одного размера деталей, причем бункер для загрузки деталей имеет привод поступательного шагового перемещения, электрически связанный с датчиком завершения прохождения одного размера деталей. Приспособление для выгрузки деталей состоит из многосекционного бункера и транспортера с приводом поступательного шагового перемещения, связанного с приводом перемещения бунке ра для загрузки.
Привод поступательного шагового перемещения каждого бункера состоит из силового цилиндра и храповой передачи, храповик которой закреплен на штоке силового цилиндра, а храповое колесо - на одной оси с ведущей звездочкой транспортера.
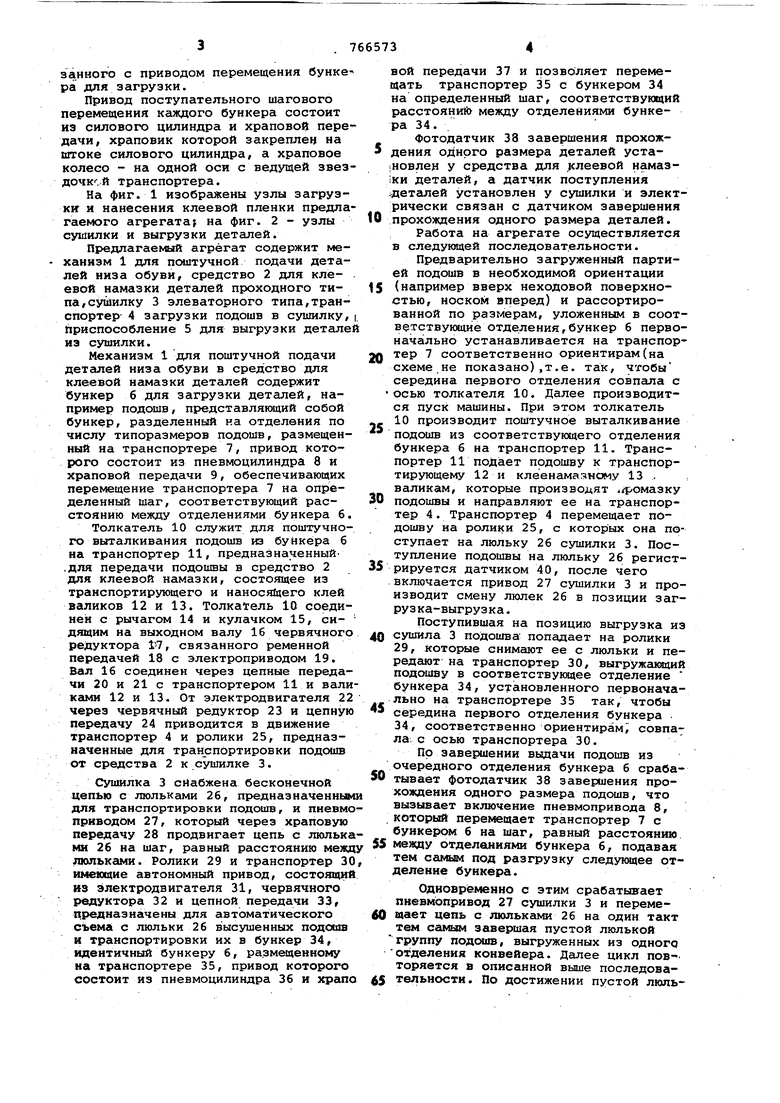
На фиг. 1 изображены узлы загрузки и нанесения клеевой пленки предлагаемого агрегата; на фиг. 2 - узлы сушилки и выгрузки деталей.
Предлагаемый агрегат содержит механизм 1 для поштучной подачи деталей низа обуви, средство 2 для клеевой намазки детгшей проходного типа, сушилку 3 элеваторного типа,транспортер 4 загрузки подошв в сушилку, приспособление 5 для выгрузки деталей из сушилки.
Механизм 1 для поштучной подачи детгшей низа обуви в средство для клеевой намазки деталей содержит бункер 6 для загрузки деталей, например подошв, представлякмций собой бункер, разделенный на отделения по числу типоразмеров подошв, размещенный на транспортере 7, привод которого состоит из пневмоцилиндра 8 и храповой передачи 9, обеспечивающих перемещение транспортера 7 на определенный шаг, соответствующий расстоянию между отделениями бункера 6. Толкатель 10 служит для поштучного выталкивания подошв из бункера 6 на транспортер 11, предназначенный ,для передачи подошвы в средство 2 для клеевой намазки, состоящее из транспортирующего и наносящего клей валиков 12 и 13. Толкатель 10 соединен с рычагом 14 и кулачком 15, сидящим на выходном валу 16 червячного редуктора 17, связанного ременной передачей 18 с электроприводом 19. Вал 16 соединен через цепные передачи 20 и 21 с транспортером 11 и валиками 12 и 13. От электродвигателя 22 через червячный редуктор 23 и цепную передачу 24 приводится в движение транспортер 4 и ролики 25, предназначенные для транспортировки подошв от средства 2 к сушилке 3.
Сушилка 3 снабжена бесконечной цепью с люльками 26, предназначенным для транспортировки подошв, и пневмоприводОм 27, который через храповую передачу 28 продвигает цепь с люльками 26 на шаг, равный расстоянию межд люльками. Ролики 29 и транспортер 30 имеющие автономный привод, состоящий из электродвигателя 31, червячного редуктора 32 и цепной передачи 33, предназначены для автоматического съема с люльки 26 высушенных подошв и транспортировки их в бункер 34, идентичный бункеру 6, размещенному на транспортере 35, привод которого состоит из пневмоцилиндра 36 и храпо
вой передачи 37 и позволяет перемещать транспортер 35 с бункером 34 на определенный шаг, соответствующий расстоянию между отделениями бункера 34.
Фотодатчик 38 завершения прохождения одного размера деталей уста новлен у средства для клеевой намаз1ки деталей, а датчик поступления гдетгшей установлен у сушилки и электрически связан с датчиком завершения прохождения одного размера деталей.
Работа на агрегате осуществляется в следующей последовательности.
Предварительно загруженный партией подошв в необходимой ориентахши (например вверх неходовой поверхностью, носком вперед) и рассортированной по размерам, уложенным в соответствующие отделения, бункер 6 первоначально устанавливается на транспортер 7 соответственно ориентирам(на схеме не показано),т.е. так, чтобы середина первого отделения совпала с осью толкателя 10. Далее производится пуск машины. При этом толкатель 10 производит поштучное выталкивание подошв из соответствующего отделения бункера 6 на транспортер 11. Транспортер 11 подает подошву к транспортирующему 12 и клеенамазному 13 . валикам, которые производят /ромазку подошвы и направляют ее на транспортер 4. Транспортер 4 перемещает пйдошву на ролики 25, с которых она поступает на люльку 26 сушилки 3. Поступление подошвы на люльку 26 регистрируется датчиком 40, после чего включается привод 27 сушилки 3 и производит смену люлек 26 в позиции загрузка-выгрузка.
Поступившая на позицию выгрузка из сушила 3 поДошва попадает на ролики 29, которые снимают ее с люльки и передают на транспортер 30, выгружаквдий подошву в соответствукицее отделение бункера 34, установленного первоначально на транспортере 35 так, чтобы середина первого отделения бункера 34, соответственно ориентирам; совпала с осью транспортера 30.
По завершении выдачи подошв из очередного отделения бункера 6 срабатывает фотодатчик 38 завершения прохождения одного размера подошв, что вызывает включение пневмопривода 8, который перемещает транспортер 7 с бункером 6 на шаг, равный расстоянию между отделениями бункера 6, подавая тем самым под разгрузку следующее отделение бункера.
Одновременно с этим срабатывает пневмопривод 27 сушилки 3 и перемещает цепь с люльками 26 на один такт тем самым завершая пустой люлькой группу подошв, выгруженных из одного отделения конвейера. Далее цикл повторяется в описанной выше последовательности. По достижении пустой люльки позиции выгрузки фотодатчик39 по ступления деталей дает команду пневмоприводу 36 для перемещения транспортера 35 с бункером 34 на один шаг По завершении выгрузки подошв из последнего отделения бункера на тран спортер 7 устанавливается следующий бункер с полоювамя, что обеспечивает работу автомата в непрерывном режиме Эффективность заключается в устранении ручного труда по узнаванию деталей и их дальне &иему комплектов а нию, в повышении коэффициента загруз ки агрегата, в уменьшении напряженно сти труда оператора. Формула изобретения 1. Агрегат длянанесения и высушивания клеевой пленки на деталях низа обуви, содержащий средство для клеевой намазки деталей, сушилку с транспортером, бункер для загрузки деталей, приспособление для выгрузки деталей, имеющее фотодатчик, и пневмопривод, отличающийся тем, что, с целью повышения производительности труда за счет автоматизации укладки деталей на выгрузке в полной ассортиментной партии в ару с ячейками по размерам, он имеет средство для управления перемещением деталей, содержащее латчик завершения прохождения одного размера деталей. В средство для клеевой нг1мазки деталей и датчик поступления деталей в сушилку, электрически связанный с датчиком завершения прохождения одно- го размера деталей, причем бункер для загрузки деталей имеет привод посту-; пательного шагового перемещения, электрически связанный с датчиком завершения прохождения одного размера деталей . 2. Агрегат по п.1, отличающ и и с я тем, что приспособление для выгрузки деталей состоит из многосек- ционного бункера и транспортера с приводом поступательного шагового перемещения, связанного с приводом пвремещения бункера для загрузки. 3. Агрегат поп.1, отличающийся тем, что привод поступате льного шагового перемещения каикдого бункера состоит из силового цилинд ра и храповой передачи, храповик которой закреплен на штоке силового цилиндра, а храповое колесо - на одной оси с ведущей звездочкой транспо ртера. Источники информации, принятые во внимание при экспертизе 1. naTSfiT Англии № 979011, кл. Л 3 В, 1973. 2. Патент Франции 1405018, А 43 О, 25/04, 1973. 3. Авторское свидетельство СССР № 401345, Кл. А 43 D 95/10, 1972 fпрототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Устройство для обработки деталей низа обуви | 1978 |
|
SU791374A1 |
| Устройство для нанесения клея | 1973 |
|
SU508248A1 |
| Полуавтомат для формования и сборки обуви клеевого метода крепления подошвы | 1958 |
|
SU118151A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| АГРЕГАТ ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ДЕТАЛИ ОБУВИ | 1966 |
|
SU180114A1 |
| Установка для обработки подошв | 1974 |
|
SU686722A1 |
| Механизм шлифования неходовой стороны подошв | 1980 |
|
SU1273047A1 |
| Агрегат для обработки уреза деталей низа обуви | 1977 |
|
SU673263A1 |
| Устройство для контроля и сортировки деталей обуви по длине | 1982 |
|
SU1063374A1 |

