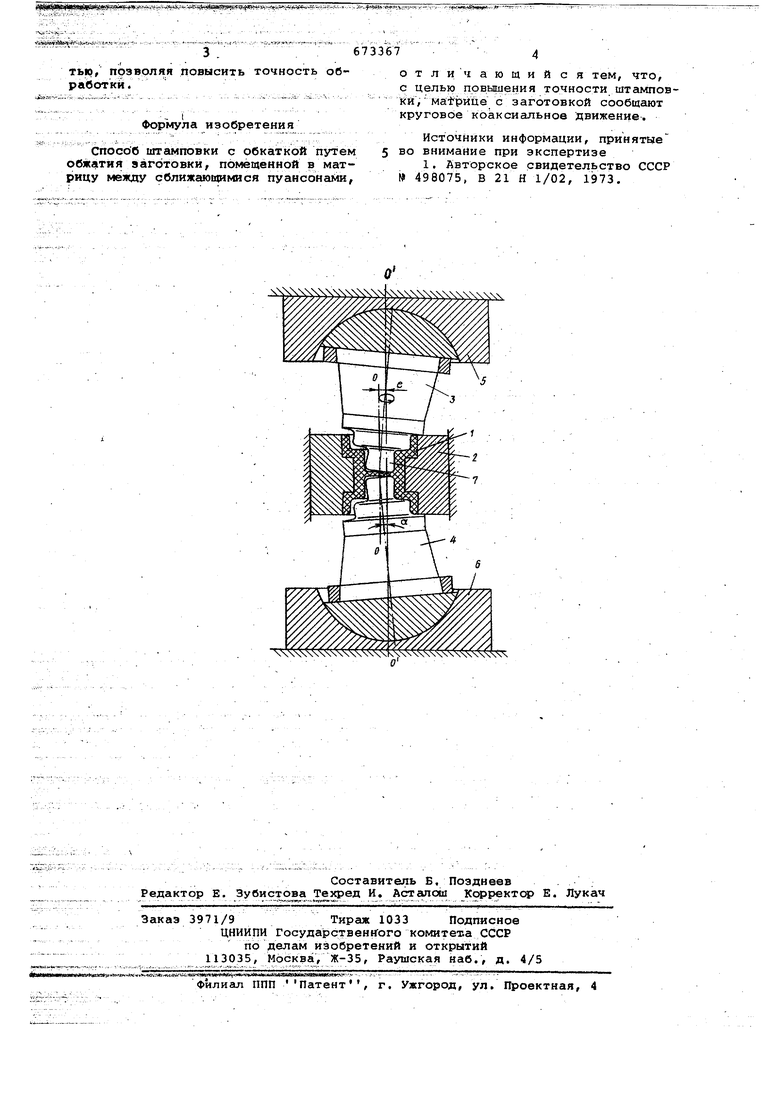
Настоящее изобретение относится области обработки металлов давление а именно к штамповке с обкаткой. Известен способ штамповки с обкат кой путем обжатия заготовки, помеще ной в матрицу между сближающимися пуансонами 1. Целью изобретения является повышение точности штамповки. Указанная цель достигается за сче того, что ма-Грице с заготовкой сообщают круговое коаксиальное движение На чертеже изображена схема осуществления способа. Нагретую заготовку 1с зацентровками помещают в разъемную матрицу 2, неприводные пуансоны 3 и 4 вводят центрирующими выступами 7 в зацентровки заготовки 1. Включением привода (на схеме не показан) матрице 2 с заготовкой 1 сообщгиот круговое коаксисшьное движение, при этом ось заготовки 0-0,оставаясь параллельной оси о -о, движется вокруг нее, описывая в пространстве поверхность цилиндра диаметром, рапным двойному эксцентриситету , через шаровые опоры 5 и б под действием привода пресса к пуансонам прикладывают осевое усилие, и они, прокатываясь торЦами по заготовке, деформируют ее. По окончании штамповки пуансоны 3 и 4 отводят и деталь извлекают из|раэъеммой матрицы. Эксцентриситет и длину пуансонов выбирают из условия, чтобы угол наклона пуансонов находился в пределах 3-5. При работе за нижним пределом угла (ot 3°) эффект локализации очагов деформации снижается, что ведет к резкому увеличению осевого усилия штамповки, а при ot 5 ухуданаются условия;работы инструмента и устройства в целом вследствие динш«шческих нагрузок и увеличения доли дополнительного трения скольжения в очаге деформации. Способ опробован при параметрах процесса, приведённых ниже. Угол наклона инструмента, с4 Скорость рабочего хода верхней матрицы, мм/мин 45 Число обкатываний инструмента, об/мин 45 Усилие деформирования Ртах при , 120мм, 110-120 Материал заготовки сталь ст. 45 , Предложенный способ отличается ростотой, надежностью и стабильноетью, позволяя повысить точность обработки.
Формула изобретения
Способ штамповки с обкаткой путем обжатия заготовки, помещенной в матрицу между сближающимися пуансонами,
673367
отличающийся тем, что, с целью повышения точности штамповки, Mattsiiue с заготовкой сообщают круговое коаксиальное движение.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 498075, В 21 Н 1/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обратного выдавливания изделий типа стаканов | 1975 |
|
SU562365A1 |
| Устройство для торцовой прокатки | 1987 |
|
SU1493360A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Устройство для штамповки обкаткой | 1987 |
|
SU1449192A1 |
| Способ сферодвижной штамповки | 1980 |
|
SU984577A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
| Способ сферодвижной штамповки | 1977 |
|
SU626870A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1988 |
|
SU1636089A1 |
| Способ изготовления стальных поковок типа тел вращения с торцовыми ребордами | 1982 |
|
SU1156786A1 |
