Изобретение касается обработки металлов давлением и может быть использовано для изготовления изделий типа стаканов.
Известен способ изготовления изделий типа стаканов на заготовку осевым усилием, при котором заготовка сообщает сложное колебательное движение 1.
Указанный способ не обеспечивает получен}1я -качественных изделий.
Известен также способ обратного выдавливания изделий типа стаканов пуансонов з наклонной к оси его перемещения матриие, которой одновременно сообщают обкатывающее движение 2.
Однако такой способ является иеэкономичным и сопряжен со значительными энергозатратами за счет значительного деформирующего усилия (особенно при производстве высоких тонкостенных ста канов).
Для .снижения энергозатрат за счет уменьиения деформирующего усилия в предложенном способе в момент прохождения торцом пуансона точки пересечения оси матрицы с осью перемещения пуансона увеличивают угол наклона матрицы на 30-50% от величины первоначального угла ее наклона. При увеличении взаимного угла на.клона матрицы и оси перемещения пуансона между торцом выдавленного стакана и дном матрицы лояаляется клиновидный зазор, что приводит к зсзникнозению нозого локального очага деформации. В результате нроисход1гг раскатка стгка: а между торцом пуансона и дном . Это ведет к снижению энергозатрат за счет уменьшен;1я деформирующего усилия.
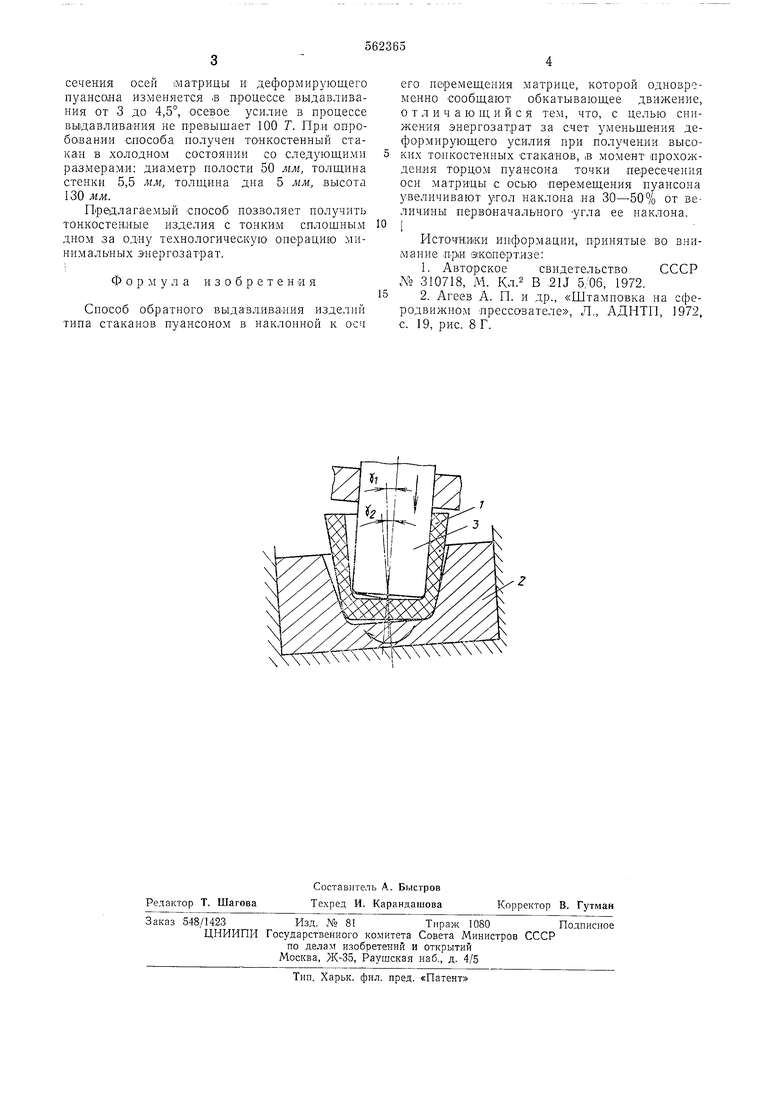
На чертеже дана технолог;1ческая схема способа.
Способ осуществляется следующим образом.
Заготовку / помещают з полость закрытой 2, наклонной к оси перемеи1ек ьч пуансона 3 (угол уО- которой сообщают круговое движение, к осевым Г1еремещен 1ям деформирующего пуансона 3 производят обратное выдавливание заготовки. В момент прохождения торца деформирующего луансона 3 точки иересечения оси матрицы 2 и ос:- его перемещения угол накло на матр.ицы ОС перемещения пуансона увеличивают
на 30-50% от первоначального
тла (угол
72 и завершают выдавливан;.е. Затем вытяжкой с утонением получают тонкую стенку стакана.
П р и м е р. Способ осуществляют на гжчравлическом прессе с установкой, сообщающей инструменту дв;1жение хзугевой обкатк;. В коническую матрицу с углом конусиости 10 ломещают заготовку :;з стали 10 Д аметром 70 .м,м и высотой 40 .«.и. Угол пересечения осей матрицы и деформирующего пуалсона изменяется .в процессе выдавливания от 3 до 4,5°, осевое усидие в процессе выдавливания не превышает 100 Т. Пр.и опробовании Способа получен то«костенный стакан в холодном состоянии со следующими размерами: диаметр полости 50 мм, толщина стенки 5,5 мм, толщина дна 5 мм, высота 130 мм.
Предлагаемый способ позволяет получить тонкостенные изделия с тонким сплошным дном за одну технологическую операцию минимальных энергозатрат.
Формула изобретения
Способ обратного выдавл,ива«ия изделий типа стаканов пуансоном в наклонной к оси
его перемещения матрице, которой одновременно сообщают обкатывающее движение, отличающийся тем, что, с целью снижения энергозатрат за счет уменьшения деформирующего усилия при получении высоких тонкостенных стаканов, ,в момент прохождения торцом пуансона точки пересечения оси матрицы .с осью перемещения пуансона увеличивают угол наклона на 30-50% от величины первоначального угла ее наклона.
ИстОЧНИ(КИ ипформаЦии, -принятые во внимание При эжопертизе:
1.Авторское свидетельство СССР .NO 310718, М. Кл.2 В ,2и 5,06, 1972.
2.Агеев А. П. и др., «Штамповка на сферодвижном лрессователе. Л., АДНТП, 1972, с. 19, рис. 8 Г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ОБКАТЫВАНИЕМ | 1991 |
|
RU2021060C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| Инструмент для деформирования трубных заготовок | 1976 |
|
SU621427A1 |
| Способ изготовления полых изделий с толстым дном | 1990 |
|
SU1750808A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| Способ изготовления стержневых изделий с полой головкой и примыкающим к ней многогранником и устройство для его осуществления | 1988 |
|
SU1609549A1 |
| Штамп для выдавливания изделий типа тонкостенных стаканов | 1981 |
|
SU1007815A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2514531C2 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
