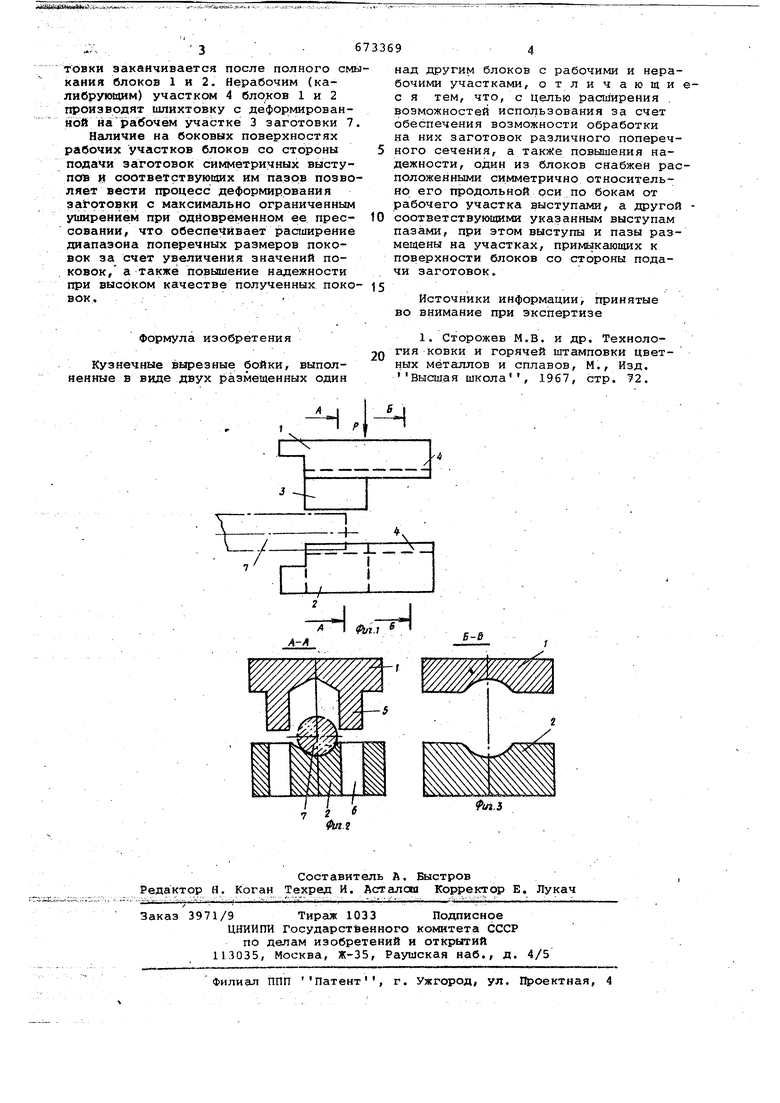
1 --;- X. . ... Изобретение относится к обработке металлов давлением, а именно к конструкциям кузнечных вырезных бойков. Известны вырезные бойки, выполнен ные в виде двух размещенных один над другим блоков с рабочими и иера:бочими участками {. Однако указанные вырезные бойки имеют ограниченные возможности использования, так как : конфигурации выреза на рабочих участках опрадвяяет возможность обработки на них заго товки с определенной конфигурацией поперечного сечения, а, кроме того, имеет место недостаточная на;цежность при их использовании в отношении работоспособности. Целью изобретения является расширение возможностей использования за счет обеспечения возможности обработ ки на них заготовок различного поперечного сечения, а также повышение надежности. Поставленная цель достигается за счет того, что один из блоков снабже расположенными симМгтрично относител но его продольной оси по бокам от ра бочего участка выступами, а другой соответствующими указанным выступам пазами, при этом выступы и пазы раз мещены на: участках, примыкающих к поверхности блоков со стбройы подачи заготойок. V . .. . У . .- . На фиг. 1 представлена (зхёма кузнечных вырезных бойков; на фиг. 2 разрез:А-А на фиг. 1; на фиг, 3 - разрез Б-Б яа фиг. 1. / . . ; :Куз{1ечт Ее дыре3Ht:ie бойки состоя из двух радмеМен шх один над другим блоков 1 и 2 с рабочими 3 и нерабочими 4 участками. Поверхность блока I снабжена далстуиами 5, располЬЖенными симметрично отнрси ельио его тфодсшьной реи, а на поверхности блока 2 выполнены пазы 6, С01фягаю1ф1вся с выступами 5 блока 1. Выступьа 5 и пазы 6 размещены на бокЬвых поверхностях, примыкающих к поверхности блоков 1 и 2 со стороны подачи вок. -. . . . Кузнечные вырезные бойки работают следующим образом. Обрабатываемую заготовку 7 подают на величину подачи в рабочий участок 3 блоков 1 и 2. Под действием усилия Р пресса бойки c ыкaютcя, при зтом выступы 5 верхнего блока 1 заходят а пазы б нижнего блока 2 и только после этого начинает деформироваться заготовка 7. Деформирование заготовки заканчивается после полного см кания блоков 1 и 2. Нерабочим (калибрующим) участком 4 бло.ков 1 и 2 производят шлихтовку с деформированной на рабочём участке 3 заготовки 7 Наличие на боковых поверхностях рабочих участков блоков со стороны подачи заготовок симметричных выступов и соответствующих им пазов позво ляет вести процесс деформирования заготовки с максимально ограниченным уширением при одновременном ее прессовании, что обеспечивает расширение диапазона поперечных размеров поковок за счет увеличения значений поковок, а также повышение надежности при высоком качестве полученных поко вок,, Формула изобретения Кузнечные вырезные бойки, выполненные в виде двух размещенных один
673369 над другим блоков с рабочими и нерабочими участками, отличающиес я тем, что, с целью расширения . возможностей использования за счет обеспечения возможности обработки на них заготовок различного поперечного сечения, а также повышения надежности, один из блоков снабжен расположенными симметрично относительно его продольной оси по бокам от рабочего участка выступами, а другой соответствующими указанным выступам пазами, при этом выступы и пазы размещены на участках, примыкающих к поверхности блоков со стороны подачи заготовок. Источники информации, принятые во внимание при экспертизе 1. Сторожев М.в. и др. Технология ковки и горячей штамповки цветных металлов и сплавов, М., Изд. Высшая школа , 1967, стр. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ изготовления поковок типа валов | 1982 |
|
SU1165521A1 |
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| Кузнечный инструмент | 1988 |
|
SU1579792A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2006 |
|
RU2326749C1 |
