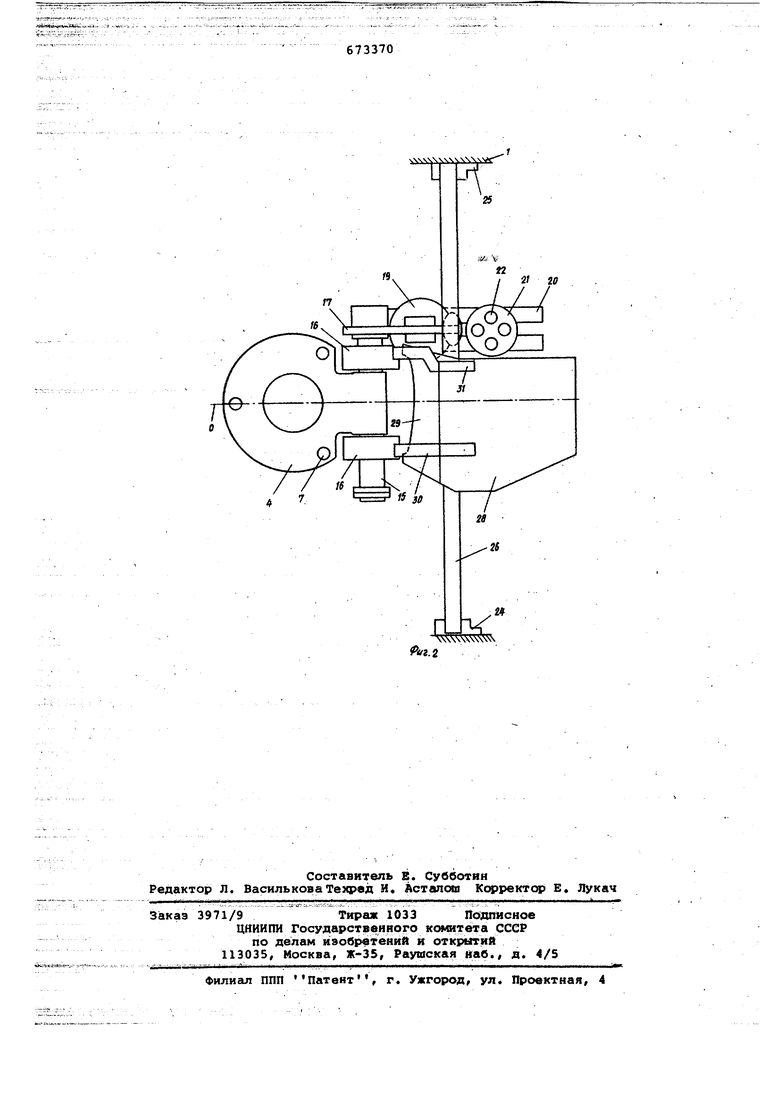
Изобретение относится к области обработки металлов давлением, а имен но к механизированным устройствам для обрезки и проишвки поковок. Известно устройство для обрезки и прошивки поковок, содержащее верхнюю плиту со смонтированной на ней верхней частью штампа и нижнюю плиту с нижней частью штампа и механизм удаления поковок и облоя с наклонныкш направляющими штампа и ограничительными планками, смонтированный на ста нине 1 . Известное устройство не обеспечивает достаточно высокой прсэизводитёл ности при обрезке к прошивке в комбинированных штампах из-за больших затрат времени на удаление поковок и о.блоя. В предлагаемом устройстве с целью повиления производительности при обрезке и прошивке, механизм удаления поковок и облоя из Штампа выполнен в виде установленного на станине в подаипнйковых опорах поворотного вала, связанного с ним одним концом двуплечего рычага, а также шарнирно соединенного с двуплечим рычагом в средней его части силового цилиндра и контактирукицего с другим концом двуплечего рычага аммортизирующего регулируемого упора, при этом нижняя часть штампа жестко смонтирована; на поворотном валу. На фиг. 1 изображено предлагаемое устройство, вид Сбоку; частичный разрез; на фиг. 2 г- предлагаемое устройство, вид сверху без съемника. На станине 1 расположена нижняя часть 2 стола, снабженная окном 3. На нижнюю часть стоЯа опирается нижняя плита 4 с ртверстием. На нижней плите 4 укреплена нйжнйя часть 5 штампа и съемник 6, который приводится от пневмоцилиндра 7, также укрепленного на плите 4. В нижней части 5 штампа располагается подлежащая обреэке поковка. Верхняя часть 8 обрезно- го штампа укреплена на ползуне пресса 9 и состоит из матрицы 10 для обрезки по перимет|5у прсшшвня И и выталкивателя 12, который прижимается к поковке с помощью стержней 13, приводимых пнёвмоцилиндром 14, Плита 4 укреплена на валу 15,который установлен с возможностью поворота в подшипниках 16. Подшипники 16 установлены в нижней части 2 стола. Вал 15 соединен с рычагом 17. Рычаг 17 шарнирно присоединен к штоку 18
невмоцилнндра 19, который располоен ма консоли 20 станины 1 кузнечного пресса. На консоли 20 располоен также упор. 21 с резиновыми наконечниками 22 и опорными пластинами 23. С их помоЫью регулируется угол поворота опорной плиты 4. На станине 1 5 кузнечного пресса в опорах 24 и 25 расположен вал 2|б, на котором распорками 27 укреплена первая направляющая плита 28. Она известным способом соединена со второй направлякпцей пли 10 той 29. ПО краям первой направляющей плиты 28 расположены планки if 31, расстояние которыми регулируется путем их.перестановки. Под на-, правляющйми плитгши 28 и 29 располо- )5 жены транспортеры 32 и 33. Все устройство расположено по продольной оси кузнечного пресса, в позиции конечной операции.
Поковка в нижней части 5 штампа 20 пробивается прсй1Швнем 11 причт отходы через отверстие нижней плиты 4 и окно 3 в нижней части 2 попадают на транспортер 33, Одноврейенно поковка обрезается матрицей 10 и облой осгается на съемнике б. Теперь поковка готова для удаления из пресса. - :, , „ . ч Под воздействием адока ГЗ пневмоцилиндра 19 яа psa4ar. 17, которыми; пpи водит вал 15, плита 4 cOBiepaiaeT с по- ковкой сгрое радиальное движение от .нижней чдети 5 штампа в направлении к направлякцзщм юштам 28 и 29. Движение опорной плиты 4 прекращается, когда рычаг 17 упрется в резиновый 35 наконечник 22 ynqpa 21. Одновременно d этим движением пневмрцилиндры 7 воздействуют на съемник 6, который поднимает облой зыше уровня второй направляющей плиты 29. Поковка п1адает 40 через пространство между планками 30 и 31 на первую направляющую плиту 28 и оттуда - на транспортер 32. Облой удерживается планками 30 и 31 и падает на вторую направляющую плиту, а оттуда - на транспортер 33. Поковка и облой направляются транспортерами 32 и 33 в приготовленные ящики (не показаны). Угол поворота опорной плиты 4 может регулироваться путем уменьшения или увеличения опорных пластин 23 в упоре 21.
Предлагаемое устройство управляется через систему электроавтоматики и связано с движениями кузнечного пресса.
Оно обеспечивает повышение производительности работы за счет сокращения времени на удаление поковок и облоя из рабочей зоны.
Формула изобретения
Устройство для обрезки и прошивки поковок, содержащее верхнюю плиту со смонтированной на ней верхней частью штампа и нижн1рю плиту со смонтированной на ней нижней частью штампа и механизм удаления поковок и с наклонныминаправляющимиплитами и ограничитёльнвгми ппаякаык, смонтированный, на станине, о т л и ч а ю Щи и с я тем, что, с целью повышения прои.звъдательности,механизм удаления поковок и облоя выполнен в вид установленного на станине в йодшипниковых опорах поворотного вала, связаяного с ним оДним концом двуплечего рыча1 а, а также шариирно соединенного с двуплечим рычагов в средней его части силового цилиндра и контактирующего с другим конце двуплечего рычага аммрртизирующего регулируемо-г го упора, при этом нижняя часть штам па жестко смонтирована на поворотном .валу. :, . ... . .
Источники информации, принятые во внимание при экспертизе
1. Выпуск ЦБТИ Механизация и автоматизация куэнечно-прессового производства под редакцией А.А. Пущииской, М., 1963, с. 44, фиг. б.
17
a
fui.i
673370

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| Устройство к обрезному штампудля удАлЕНия ОблОя | 1978 |
|
SU810354A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Комбинированный штамп | 1976 |
|
SU647051A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Штамп для обрезки поковок | 1988 |
|
SU1641497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |