1
Изобретение относится к механизации и автоматизации вспомогательного производства кузнечно-прессового производства, а именно к устройствам для удаления облоя с обрезных штампов.
Известно устройство к обрезному штампу для удаления облоя, содержаш,ее основание с размещенным на нем рычагом с крючком, кинематически связанным с силовым цилиндром и основной кареткой, установленной на закрепленных на основании колонках 1.
Недостатком известного устройства являются невысокие производительность и надежность его работы при обрезке облоя с поковок, удаляемых из штампа на провал.
Цель изобретения - повышение производительности и надежности работы при обрезке облоя с поковок.
Для этого устройство к обрезному штампу для удаления облоя, содержаш,ее основание с размеш,енным на нем рычагом с Крючком, кинематически связанным с силовым цилиндром и основной кареткой, установленной на закрепленных на основании колонках, снабжено установленной на закрепленных на основании индивидуальных колонках дополнительной кареткой и размеш,енной под обрезной матрицей штампа рамкой, при этом дополнительная каретка
и рамка связаны между собой тягой, а основная и дополнительная каретки связаны между собой цепной передачей.
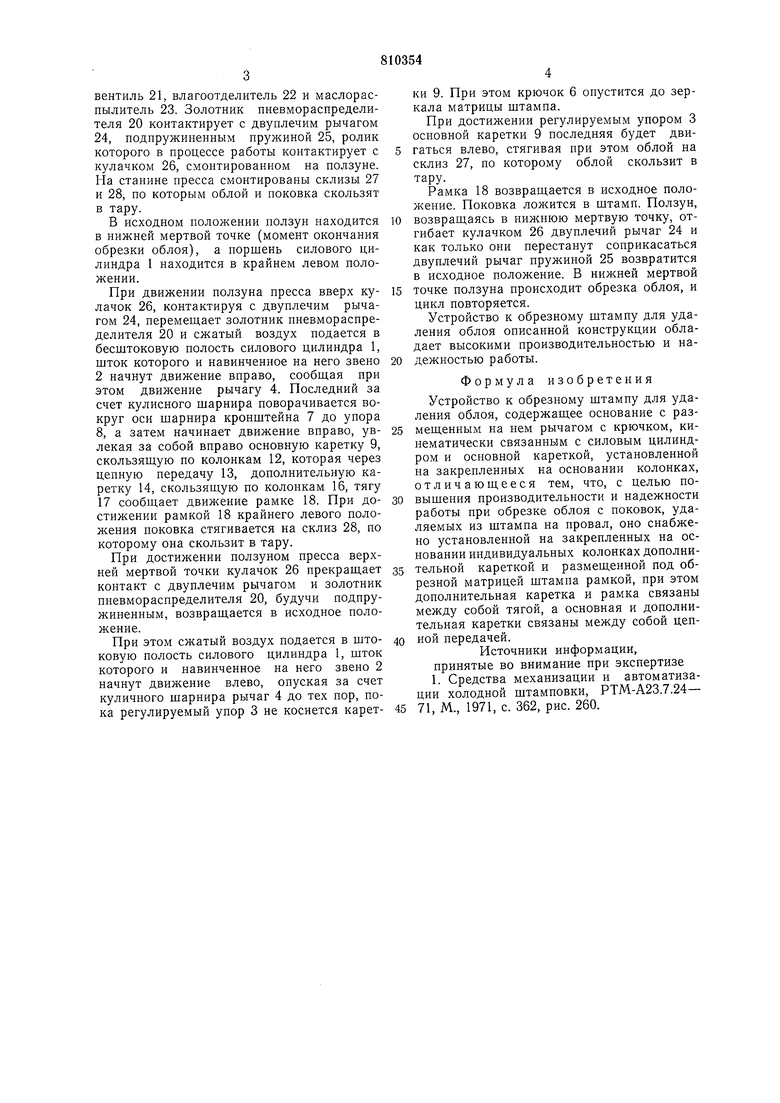
На чертеже изображено предлагаемое устройство для удаления облоя.
Оно содержит монтируемое к прессу основание, на котором установлен силовой цилиндр 1. На шток цилиндра навинчено звено 2 с регулируемым упором 3, связанное куличным шарниром с рычагом 4, к которому винтом 5 крючок 6.
Рычаг 4 шарнирно связан с кронштейном 7, имеющим регулируемый упор 8, и связан жестко с основной кареткой 9, которая своими втулками 10, имеющими колодочные тормоза И, надета на колонки 12, жестко закрепленные на основании.
Основная каретка 9 через цепную передачу 13 связана с дополнительной кареткой 14, которая втулками 15 надета на индивидуальные колонки 16, жестко закрепленные на основании.
Дополнительная каретка 14 жестко связана с тягой 17, шарнирно соединенной с рамкой 18, которая находится в пазу нижней плиты штампа.
Силовой цилиндр 1 через дроссели 19 посредством трубопроводов связан с пневмораспределителем 20, воздух к которому подводится из сети сжатого воздуха через
вентиль 21, влагоотделитель 22 и маслораспылитель 23. Золотник пневмораспределителя 20 контактирует с двуплечим рычагом 24, подпружиненным пружиной 25, ролик которого в процессе работы контактирует с кулачком 26, смонтированном на ползуне. На станине пресса смонтированы склизы 27 и 28, по которым облой и поковка скользят в тару.
В исходном 1юлол :ении ползун паходится в нижней мертвой точке (момент окончания обрезки облоя), а норшень силового цилиндра 1 находится в крайнем левом положении.
При движении ползуна пресса вверх кулачок 26, контактируя с двуплечим рычагом 24, перемещает золотник пневмораспределителя 20 и сжатый воздух подается в бесштоковую полость силового цилиндра 1, шток которого и навинченное на него звено 2 начнут движение вправо, сообщая при этом движение рычагу 4. Последний за счет кулисного шарнира поворачивается вокруг оси шарнира кронштейна 7 до упора 8, а затем начинает движение вправо, увлекая за собой вправо основную каретку 9, скользяшую по колонкам 12, которая через цепную передачу 13, дополнительную каретку 14, скользящую по колопкам 16, тягу 17 сообщает движение рамке 18. При достижении рамкой 18 крайнего левого положения поковка стягивается на склиз 28, по которому она скользит в тару.
При достижении ползуном пресса верхней мертвой точки кулачок 26 прекращает контакт с двуплечим рычагом и золотник ппевмораспределителя 20, будучи подпружиненным, возвращается в исходное положение.
При этом сжатый воздух подается в штоковую полость силового цилиндра 1, шток которого и навинченное на него звено 2 начнут движение влево, опуская за счет куличного щарнира рычаг 4 до тех пор, пока регулируемый упор 3 не коснется каретки 9. При этом крючок 6 опустится до зеркала матрицы штампа.
При достижении регулируемым упором 3
основной каретки 9 последняя будет двигаться влево, стягивая при этом облой на
склиз 27, по которому облой скользит в
тару.
Рамка 18 возвращается в исходное положение. Поковка ложится в штамп. Ползун,
возвращаясь в нижнюю мертвую точку, отгибает кулачком 26 двуплечий рычаг 24 и как только они перестанут соприкасаться двуплечий рычаг пружиной 25 возвратится в исходное положение. В нижней мертвой
точке ползуна происходит обрезка облоя, и цикл повторяется.
Устройство к обрезному штампу для удаления облоя описанной конструкции обладает высокими производительностью и надежностью работы.
Формула изобретения
Устройство к обрезному штампу для удаления облоя, содержащее основание с размещенным на нем рычагом с крючком, кинематически связанным с силовым цилиндром и основной кареткой, установленной на закрепленных на основании колонках, отличающееся тем, что, с целью повышеппя производительности и надежности работы при обрезке облоя с поковок, удаляемых из штампа на провал, оно снабжено установленной на закрепленных на основании индивидуальных колонках дополнительной кареткой и размешенной под обрезной матрицей штампа рамкой, при этом дополнительная каретка и рамка связаны между собой тягой, а основная и дополнительная каретки связаны между собой цепной передачей.
Источники информации, принятые во внимание при экспертизе 1. Средства механизации и автоматизации холодной штамповки, РТМ.-А23.7.24-
71, М., 1971. с. 362, рис. 260.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический съемник поковок и облоя | 1980 |
|
SU979011A1 |
| Устройство для обрезки и прошивки поковок | 1977 |
|
SU673370A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Обрезной штамп | 1983 |
|
SU1196085A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |

