... ., . .... Изобретение относится к области электроабраэивного ишифования (ЭАШ) токопроводных материалов и сплавов, а именно к составам электролитов для осуществления процесса, и мсжет быть использовано в машиностроении, авиационной и других отраслях прогиишленности. Известен электролит для электрохимической обработки (ЭХО) металлов, при -котором в качестве добавки приме няют высокомолекулярные полимеры с гибкими линейными цепями с минимальным количеством боковых ветвей,«например полиэтиленоксид 1. В условиях эхо при течении элект ролита, в котором имеются высокомолекулярные полимерл, конфигурация потока электролита повторяет конфигурацию пограничной геометрии потока, конфигурацию электродов, что существенно уменьшает гидравлическо сопротивление межэлектродного проме жутка. Однако для условий электроабразивнрго шлифования использование высокомолекулярного полимера с наимен шим числом боковых ветвей неприемлемо по следующим причинам. При электроабразивном шлифовании при вращении круга происходит нарушение спла)лности потока, связанное с захватом в рабочую зону воздуха, разрывом струи и диспергированием жидкости. В результате этого в рабочий зазор между кругом и деталью вносится газожидкостная смесь, которая дополнительно дгдспергируется выделяющимися газами за счет электрохимических реакций в зазоре. В этих условиях высокомолекулярный полимер с гибкими линейныки цепями с минимальным количеством боковых ветвей не имеет возможности повторять конфигурацию пограничной геометрии электрода (круга), разрывается и не создает надежной защиты связки круга. Кроме того, полимер необходимо вводить в электролит непосредственно перед межэлектродным промежутком. Это неприемлемо для условий электроабразивного шлифования, так как электролит при этом подается в зону шлифования свободным поливом электронасосом, а непосредственно в межэлектродный промежуток вносится вращающимся кругом. Поэтому создать условия, при которых высокомолекулярная добавка попадала бы в межэлектродный промежуток при требуемой концентрации, в про аш1енных условиях затруднительно.
Указанный полимер имеет свойство мгновенного действия, т.е. вырабатывается. Для этого необходимо иметь постоянное дозирующее устройство.
При электроабраэивном шлифовании происходит термическая деструкция высркомолекулярного полимера с гибкими линейными цепями с минимальным количеством боковых ветвей, что также сопровождается быстрой вырабатывамостью полимера.
Целью изобретения является повыше ние точности электроабразивного шлифования за счет улучшения зашиты металлической связки круга на основе алюминия и цинка от коррозии.
Цель достигается тем, что в элёкт ролиты для эл ектроабразивного шлифования на осноаэе водньосраствфов неорганических солей щелочных металлов с поведэхностно-активным веществом в виде высокомолекулярного полимера, в качестве последнего вводят полипропенамид в количестве 1,0-2,0 г/л.
Полипропенамид является высокомолекулярным полимере, имеет мол. вес до 1,5 млн. углеродных единиц, обладает высоксЛ термической стойкостью, а также гибкими линейными цепями с бапыоим количеством развитых боковых ветвей. Данные свойства пслим а позволяют получать устойчивую алс : бционную защитную пленку, котсчрая не подвергается разрушению и надежно защищает меташлическую
связку круга на основе алюминия и цинка от коррозионного воздействия в условиях электроабразивного шлифования.
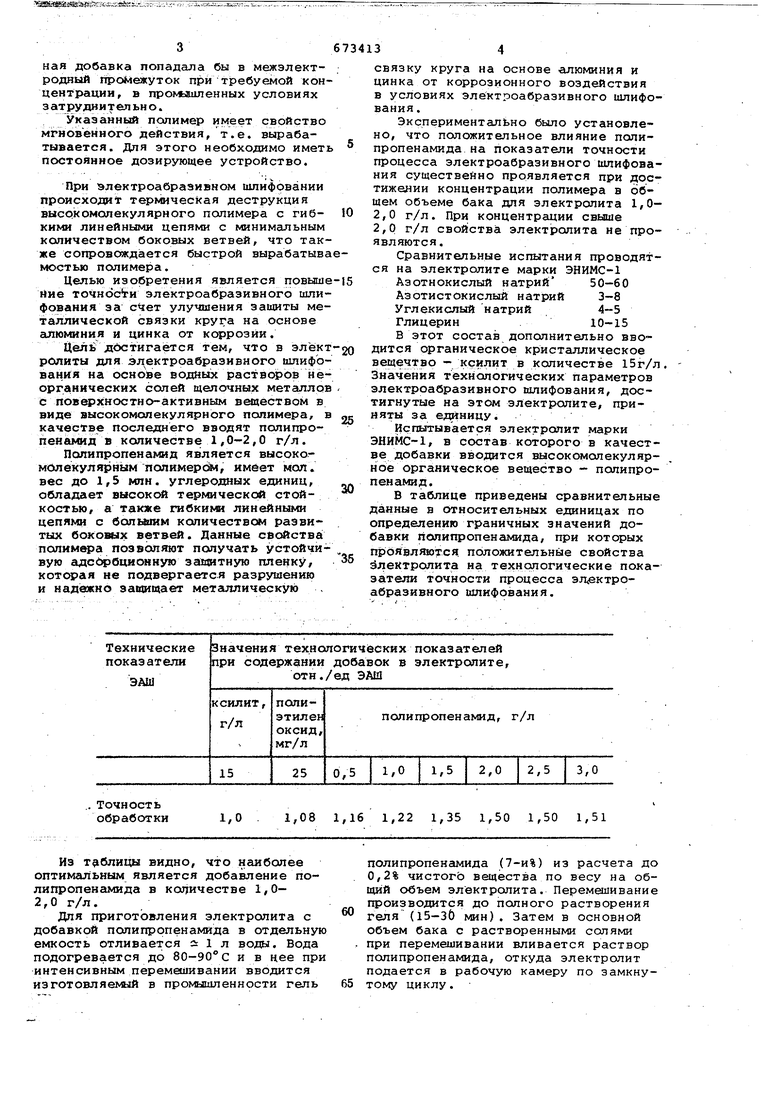
Экспериментально было установлено, что положительное влияние полипропенамида на показатели точности процесса электроабразивного шлифования существейно проявляется при достижении концентрации полимера в общем объеме бака для электролита 1,02,0 г/л. При концентрации свыше 2,0 г/л свойства электролита не проявляются.
Сравнительные испытания проводятся на электролите марки ЭНИМС-1 Азотнокислый натрий50-60
Азотистокислый натрий 3-8 Углекислый натрий4-5
Глицерин10-15
В этот состав дополнительно вводится органическое кристаллическое вещечтво - ксилит в количестве 15г/л Значения технологических параметров электроабразивного шлифования, достигнутые на этом электролите, приняты за еданицу.
Исгшггывается электролит марки ЭНИМС-1, в состав которого в качестве добавки вводится высокомолекулярное органическое вещество - полипропенамид.
В таблице приведены сравнительные данные в относительных единицах по определению граничных значений добавки полипропенамида, при которых П рояяляются. положительные свойства Электролита на технсхлогические показатели точности процесса эл ктроабразивного шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки металлов | 1977 |
|
SU622616A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 1973 |
|
SU395219A1 |
| Электролит для электрохимического шлифования | 1989 |
|
SU1726173A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| Способ изготовления электрода-инструмента для электроабразивного шлифования | 1988 |
|
SU1720819A1 |
| СПОСОБ ШЛИФОВАНИЯ ТОКОПРОВОДЯЩИМ КРУГОМ | 2002 |
|
RU2224626C2 |
| Электролит для электроабразивного шлифования | 1987 |
|
SU1537431A1 |
| Способ электрохимического абразивного шлифования | 1985 |
|
SU1323270A1 |
Значения технологических показателей при содержании добавок в электролите, отн./ед ЭАШ Точность 1,08 1,16 1,22 обработки
Из т 1блицы видно, что наиболее оптимальным является добавление полипропеиамида в количестве 1,0- 2,0 г/л.
Для приготовления электролита с добавкой полипропенамида в отдельную емкость отливается i 1 л воды. Вода подогревается до 80-90°с и в нее при интенсивным перемешивании вводится изготовляемый в промышленности гель
полипропенс1мида (7-и%) из расчета до 0,2% чистого вещества по весу на общИй объем электролита. Перемешивание производится до полного растворения геля (15-Зб мин). Затем в основной объем бака с растворенными солями при перемешивании вливается раствор полипропенамида, откуда электролит подается в рабочую камеру по замкнутому циклу. 1,35 1,50 1,50 1,51 567 Таким образом, добавка попипропенамида в электролиты на основе водных растворов неорганических сопей щелочных металлов в количестве 1,0- 2,0 г/л повышает точность процесса электроабразивного шлифования в 1,3- 1,5 раза за счет надежной защиты металлической связки круга на основе алюминия и цинка от коррозии. Это обеспечивается тем, что п элимер имеет линейные цепи с большим количеством развитых боковых ветвей. Кроме того, полимер, обладая высокой термической стойкостью, в процессе обработки не вырабатывается и поскольку добавляется в общий объем бака с элейтролитом, то не требуется специальных дозирующих устройств. Электрх5литы с добавкой полипропёнамида не вспениваются,не агрессивны 3413в в коррозионном отношении, а также не токсичны. Формула изобретения Электролит для электроабраэивного шлифования на основе водных растворов 5неорганических солей щелочных металлов. с добавками высокомолекулярного полимера, о т л и ч а ю щ и и с я тем, что, с целью повышения точности обработки за счет надежной защиты юметаллической связки круга на основе алюминия и цинка от коррозии, в его состав введен полипропенамид в количестнее 1,0-2,0 г/л. Источники информации, принятые во |5внимание при экспертизе 1. Заявка № 2449669/08, кл. В 23 Р 1/16, 1977, по которой принято решение о выдаче авторского свидетельства.
