Изобретение относится к электрофизическим и электрохимическим, методам обработки и, в частности, касается электролитов для электроабразивного шлифования.
Цель изобретения - снижение износа кругов при электрохимическом шлифовании стали.
Поставленная цель достигается тем, что в электролит для электрохимического шлифования кругами из сверхтвердых материалов на основе водных растворов солей азотнокислого и азотистокислого натрия введен гидроксид алюминия, а компоненты взяты в следующем соотношении, мас,%: Азотнокислый натрий2,0-3,5
Азотистокислый натрий 0,05-0,20 Гидроксид алюминия0,10-0,30
ВодаОстальное
Введение гидроксида алюминия в состав электролита оказывает структурирующее действие и повышает вязкость технологической среды, что затрудняет проникновение коррозионно-активной жидкости в полости вокруг алмазных зерен.
Однако основной механизм антикоррозионного воздействия добавки заключается в следующем. Частицы гидроксида алюминия обладают хорошей сорбционной способностью по отношению к ионам электролита. При этом использование заявляемого состава обеспечивает избирательное концентри- рование вокруг частиц гидроксида алюминия положительно заряженных ионов, образующих устойчивые диффузионные оболочки. Так образуются достаточно крупные заряженные частицы, структурирующие вокруг себя значительный объем растворителя. В результате при использовании предлагаемого состава капиллярные силы, втягивающие коррозионно-активную жидкость в полости вокруг алмазных зерен, компенсируются силами электростатического отталкивания одноименных зарядов. При этом значительная часть капилляров, сосредоточенных вокруг зерен абразива, оказывается недоступной для проникновения технологической среды, что приводит к повышению износостойкости инструмента.
(Л
С
vi к
Os
М
W
Это условие может соблюдаться только при нейтральной реакции основного состава электролита. Поэтому в качестве основы выбраны нейтральные соли натрия, а в качестве антикоррозионной и структурирующей добавки выступает гидроксид алюминия.
При этом ее содержание должно быть не менее 0,10 мас.%, так как при меньшей концентрации величина технологического тока не уменьшается. В то же время содержание гидроксида алюминия в растворе не должно превышать 0,30 мае. % , так как показали наши исследования, электролит становится довольно вязким, что затрудняет подачу и быстро зашламляет его.
Концентрация азотнокислого натрия не должна быть меньше 2 мас.%, так как снижается интенсивность протекания электрохимических процессов, Превышение концентрации азотнокислого натрия свыше 3,5 мас.% приводит к росту плотности тока, повышению рН и быстрому зашламлению электролита.
Нитрит натрия в составе предлагаемого электролита выполняет функции ингибитора коррозии. Поэтому содержание его ниже 0,05 мас.% недостаточно для защиты деталей станка от воздействия коррозии. Содержание же его выше 0,2% нецелесообразно, так как эффект защиты имеется, а повышенная концентрация нитрита натрия в аэрозолях электролита может ухудшать санитарно-гигиенические усдовия работы. Содержание его свыше 0,2 % не допускается ГОСТом.
Предлагаемый электролит готовится растворением входящих в его состав компонентов в водопроводной воде комнатной температуры при непрерывном перемешивании в течение 5-10 мин в следующей последовательности: гидроксид алюминия, азотнокислый натрий, азотистокислый натрий..
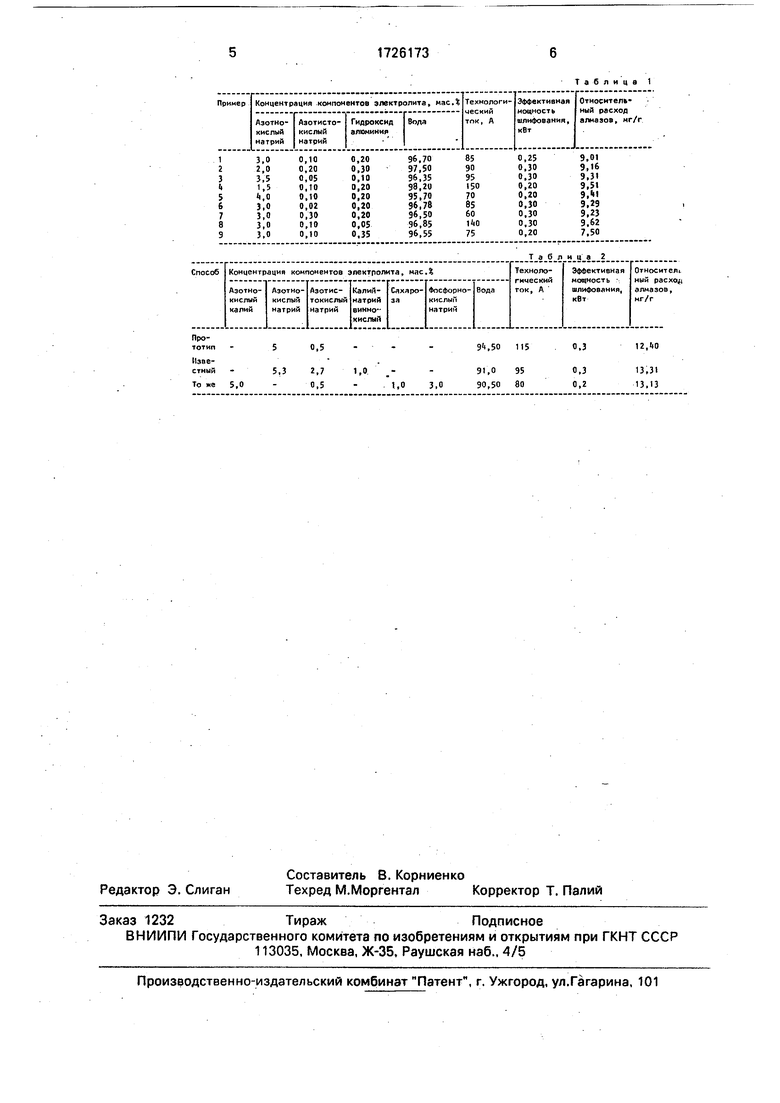
Конкретные примеры использования
электролита при электрохимическом шлифовании стали 12Х18Н10Т приведены в табл. 1. Шлифование образцов (трех трубок 6:6) производилось на станке модели ЗВ642 алмазным кругом
12А2-45 150 х 10 х 3 х 32-АС6 125/100- М020-2-100 при следующих режимах: скорость круга 30 м/с, продольная подача 3 м/мин, поперечная подача 0,05 мм/дв-ход, напряжениетехнологическоготокаВВ.
В аналогичных условиях были проведены испытания электролитов взятых за прототип, и известных. Данные испытаний приведены в табл. 2.
Как видно из приведенных данных, при
осуществлении данного технического решения при одинаковой производительности электроабразивного шлифования 600мм3/мин износостойкость алмазного круга
при практически одинаковой эффективности мощности шлифования повышается в 1,3-1,4 раза.
Формула изобретения Электролит для электрохимического
шлифования стали кругами из сверхтвердых материалов на основе водного раствора азотнокислого и азотистокислого натрия, отличающийся тем, что, с целью снижения износа кругов, он дополнительно
содержит гидроксид алюминия, а компоненты взяты в следующем соотношении, мае. %: Азотнокислый натрий 2,0-3,5 Азотистокислый натрий 0,05-0,20 Гидроксид алюминия 0,10-0,30
ВодаОстальное
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электрохимического шлифования | 1986 |
|
SU1366332A1 |
| Электролит для электролитического шлифования | 1987 |
|
SU1484510A1 |
| Электролит для электроабразивного шлифования | 1981 |
|
SU965698A1 |
| Электролит для электроалмазной обработки | 1986 |
|
SU1353587A1 |
| Электролит для электрохимической размерной обработки меди и ее сплавов | 1989 |
|
SU1717300A1 |
| Электролит для электроабразивной обработки быстрорежущих сталей | 1975 |
|
SU567580A1 |
| Электролит для электроабразивного шлифования | 1977 |
|
SU673413A1 |
| Электролит для электроабразивного шлифования | 1987 |
|
SU1537431A1 |
| Металлическая связка | 1978 |
|
SU1021093A1 |
| Электролит для электрохимического маркирования | 1980 |
|
SU933357A1 |
Сущность изобретения: электролит содержит, мас.%: азотнокислый натрий 2,0 - 3,5, азотистокислый натрий 0,05 - 0,20; гид- роксид алюминия 0,10 - 0,30; вода остальное. Последовательно растворяют гидроксид алюминия, азотнокислый натрий, азотистокислый натрий в воде. 2 табл.
Таблица 2
| Резание и инструмент | |||
| Сборник: Харьков, изд-во ХГУ, 1976, вып | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
