1/./ /
Изобретение относится к области текстильйой промышпенности, а именно к устройствам ДЛЯ изготовления канатов из нескольких прядей одного Или нескольких материалов, в часпюсти для изготовления канатов сквозного плйения нз асбестовой нити, которые применяются ДЛЯ сйльниковых уплотнений.
Известно устройство и способ для изготовления канатов (1).
Способ описьюает плетение канатов из различных по цвету материалов, которое происходит при встречном движении нескольких шпинделей, несущих катушки с материалом вокруг оси ствола по двум 3aMKHytbiM синусоидам. Устройство содержит неподвижный горизонтальный стол на станине, ведомые шпиндели, закрепйён Hbie на нижнйках, привод шпинделей и элемент, задающий траекторию движения щпинделей. Элемент, задающий траекторию движения инганд лей, выполнен в виде двух замкнутых пазов в столе. Пазы представляют собой две синусонцы с общей нейтральной линией, смещенные относи„тельно друг друга на 180 °. Место пересечедая пазов образуют стрелку. Под столом располоч
Жен пршод щштделей, выполненный в виде бес-конечного ряда четного количества находящихся в зацеплении между собою приводных шестерен, оси которых расположены на нейтральной линии синусоидальных пазов. Под столом на осях lUecTepeH установлены погонялочные диски, торцовые поверхности которых соприкасаются друг с другом. На дисках выполнены радиально открытые пазы.
Нижник содержит корпус, имеющий острый носок для ориентирования при прохождении стрелки, и хвостовик.
Корпус нижника размещен в пазах на столе, а хвостовнк ннжника расположен в радиально открытом пазу погонялочного диска.
s
Шпиндель представляет собой ось, установлен-, ную в корпусе нижника. При вращении приводных шестерен встречно вращаются погонялочные дисЛи н ведут по пазам на столе нижники со ишивделяит. Когда радиально открытые пазы соседних погонялочных дисков подойдут друг к другу, корпус нижника центробежной силой выбрасывается по пазу на столе и проходит стрелку, а хвостовик нижник.а переходит в раяиаль
но открытый паз соседнего погонялочного - iRfa и li дГ нижникй со шпинделями перемещаются от одного погонялочного диска к другому BOKJpyr оси стола. Причем каждый погрнялочный диск имеет как минимум два радйапьно откры- 5 тьгх паза, которые ведут два шпинделя в проти ВШЪлржньк направленных по пазам
Однако при движении шпинделей по пазам в столе, осуществляемом погхэнялочными диска;МИ за счет центробежной силы, выбр оьтающЬй 0 нижники от ipjiHoro погонялочногодиска к другому на стрелках, при движений нкйсников по
пааШ, а также при перекатьшанйипЬгонялочных дисков друг по другу соЗдайСя fiЩШГз1f Ййteльнб гфевышаю1дай допустимый уф ёШ укуцщъ- is ющий условия труда и вызывающий профзаболевания. Кроме того, нельзя увелячит8 Дйаметр катушек с материалом, так как дтГя плавного прохождения нижниками стреяок «ео содимо, чтобы угол между пересекающимися 20 столе был меньше 90°, что снижает щ)оюводительносгь, так как влечет увёпйяй йю йвества остановов на перезарядку.
Целью изобретеййяявляется улучшение условий труда путем уменьшения гфоизводствшного 25 шума и швьпцения пройгзводйгельйос й за c«i§r снижения количества остановов напейезарЙдку
,э.,-5-- JH- if nj
npif увеличении диаметра катуШек с йЯйрШгом.
Цельдостигается тем, что в предлагаемом устройстве средс во перемещения шпивделей йо 30 заданной траектории имеет коНИ5)М& ШШ1а с горками, закрепленные насЮле соосяоТ шестернями, и планки, закрепленные над толоКГна осях шестерен, а элемент крепления шпинделей соДеряойт несущие й/ШйййтЙ-зажимы ш6йгй|й)- з5 данные на нижних гшоскойях 1№йюк,)1ЙкиуправляТощие зажимами от ко лирных Korfai с
/ -i,, ьг JKcsuaiitaE.
горками.
с0дебжт бсь, на нияжш та йо„4.U -, А I f
торой закреплена обрезйненная шайба, прижйма- 40 емая зажимом к планке и расположенная мёйсДу поводком и прижимной планкой поводкового зажима., , . ч
,, -,, . .- . « :-.- --4f- -d Jt.a.
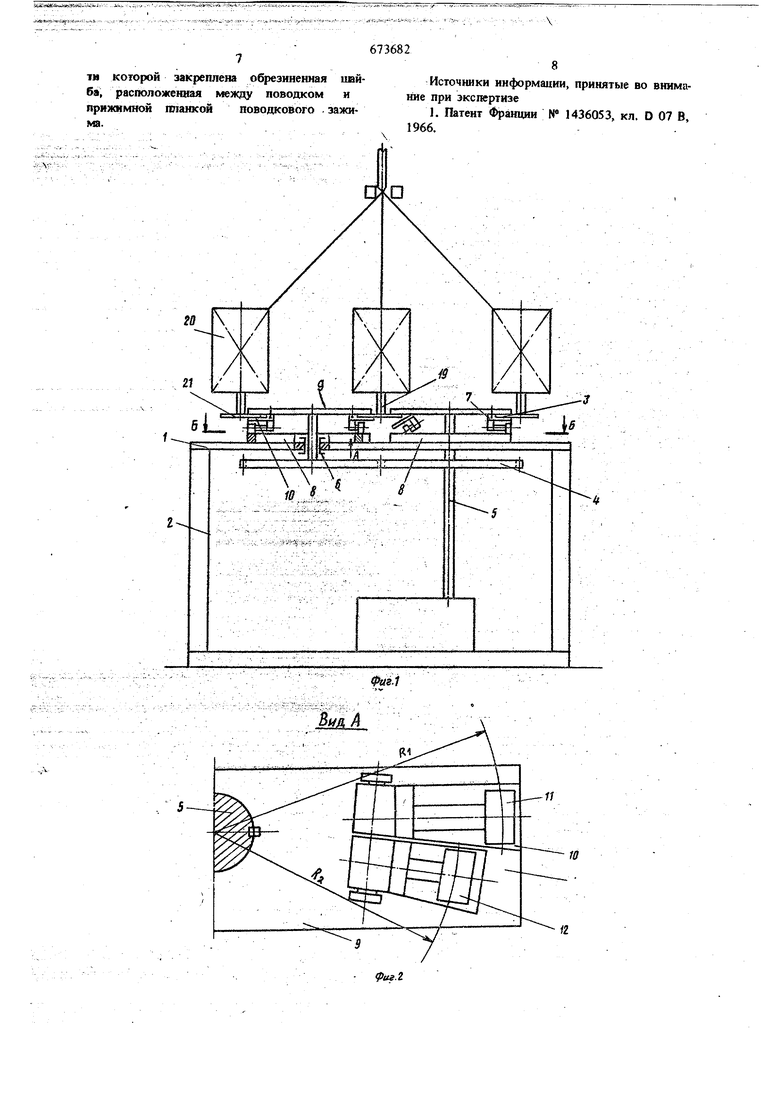
На фиг. 1 Показано устройство, общий вид; на фиг. 2 - поводковый зажим, вид по стрелке 45 А на фиг. 1; на фиг. 3 - стол с приводом тюводковых зажимов, разрез по Б-Б . Г; на фиг. 4 - устройство, вид сверху; на фнг.5 и 6 - схемы движения шпинделей в зайисймости от количества йривйдных шес1ерей. 50
Устройство для изготовления канаюй содержит неподвижный стол 1 на станине 2, Ведомые илшндели 3, 1ФИВОД шпинделей и элемент, задающий траекторию движения шпинделей.
Привод шпинделей содержит непрер вный 55 ряд находящихся в зацеплении гриводных шео.терен 4 в четнол количестве, оси 5 которых п ходят через подшипники 6, распдлоМ( перил етру сгола 1, и кратное ЧйсЙ ГШёШфен
количество поводковых зажимов 7, установлен-, ньгх над столом 1 на осях 5.
Элемент, задающий траекторию движения шпинделей, выполнен в виде привода 8 йЬводковых Зажинюв 7. Причем конструктивное вьшрлне$ше побоД1аавь1Х зажимов 7 и их приводов 8 в зависимости от условий эксплуатации может быть раз;р1чным. Такт, в помещениях с нормальjibiMH ycnoBj Nffl поводковые замсимы 7 и их 8 могут быть выполнены, например, в виде ведомых электромагнитных зажимов и концевых выключателей.
В производстае канатов из асбестовой нити при повышенной влажности и запыленности поме а.«й- Jщении целесообразно поводковые зажимы 7 и их приводы 8 выполнять в механическом варианте.
Поводковый зажим 7 содержит жестко установленный на оси 5 шестерни 4 поводок 9 с шарнирно закреплениьгми на нем, по крайней мере, двумя гфйжимкыми планками 10, на нижней стороне которых на разных расстояниях R, и В, от центра оси 5 установлены свободно вращающиеся внешний и внутренний обрезиненные ролики 11 и 12.
Привод 8 поводковых зажимов 7 выполнен в виде копирных колец 13, установленных на столе I концентрично осям 5 под роликами 11 и 12 повод ков ьк зажимов 7. Каждое ко пирное кольцо 13 состоит, по крайней мере, из двух дорожек разных радиусов fij и Rj: внешней 14 и внутренней 15. Каждая дорожка начинается участком подъема 16 с углом 10-40° и заканчивается щзяМым углом 17. Причем начало 18 разновысокого участка внешней дорожки 14 совпадает с крнцом внутренней дорожки 15, а конец внешнш дорожки 14 совпадает с началом 18 внутренней дорожки 15, образуя согфяжейия, расположенные йа прямой, соединяющей цбнтры соседних осей 5.
Шпиндель 3 содержит ось 19, на верхнюю часть которой устанавливается катушка 20 с плетельнь:м материалом, и закрепленную на нижней часта ОСИ обрезиненную шайбу 2 К
Шайба 21 посгоянш находится между поводком 9 к прижимной планкой 10 поводкового зажима 7.
Устройство работает следующим образом.
Шпиндели 3 перемешаются над плоскостью стола 1, находясь в зажимах 7, попеременно удаляясь и приближаясь к центру сгола 1, причем половина всех шпинделей движется по часовой стрелке, а др)тая половина - против часовой стрелки попериметру стола.
При вращешга шестерён 4 вращаются навстречу друг лругу поводковые зажимы 7. Враща- ЯС6, поводкрвые зажимы 7 ведут шпиндели 3 и передают их последующим зажимам на линии, соединяющей оси 5 вращения их, с помощью привода 8. Динамика шпинделей, движущихся, например, против часовой стрелки по периметру стола показана на фиг. 5 и 6 (траектория шпинделей обозначена иггрихпукктириой линией).). Шайба 21 шпинделя 3 зажата междуповодком 9 и прижимной планкой 10, внешний ролик 11 которой катится по внешней дорожке 14с радиусом R,, расположенной под ним, т.е. поводковый зажим 7 перемещает шпиндель 3 с катушкой 20 из точки а к точке Ь, находящейся на прямой, соединяющей центры вращения соседних зажимов. Одновременно соседний поводковый зажим перемещается из точки с к точке Ь, но прижимная планка 10 его с виешним роликом 11 находится в опущенном положении, так как под роликом отсутствует дорожка 14 с радиусом R|. Но по мере приближения к точке Ь внешний ро-. лик 11 набегает на участок подъема дорожки 14 с радиусом RI и поднимает прижимную планку 10 к поводку. На прямои, соединяющей центры соседних зажимов, зажим, идушяй от точки ев точку Ь сразу отпустит 21 шпинделя 3, так как дорожка 14 под ним в точке Ь кончится нрямым углом 17, а прижимная планка 10 зажима, идущего из точки с в точку Ь, прижмет к повоздау 9 отпущенную шайбу 21 шпинделя 3, так как ее внешний ролик 11 уже набежит иа дорожку 14 с радиусом R,, Шпиндель 3 из точки Ь далее переместится в точку п, где дорожка 14 с радиусом RI кончится и зажим 7 отпустйЯ шайбу, но где ее захватит.следующий 7, идущий из точки р в точку п, далее и пиндель переместится в точку m и т,д. Шпиидель перемещается вокруг центра стола против часовой стрелки по совокупности ieiHetitних дорожек 14 радиуса Rj, и при этом траектория движения его выглядит замкнутаяГсинусоида, расположенная по периметру стола, ней тральная линия которой проходит через uetttpH вращения поводковых зажимов 7, т.е. через оси .5. ; -: . Динамика шпинделей движущихся по часовой стрелке по периметру стола, аналогична к обозначена на 4мг, 5 и 6 сплошной линией. т.е. в точке р зажата шайба 21 щгшиделя 3, идущего в точку п, так как внутренний ролик 12 катится по дорожке 15 с радиусом Rj. В точке п зажим 7 отпустит шайбу 21 шпинделя, но зажим, идущий из точки Ь, зажмет шайбу шпинделя, так как внутренний ролик 12 его уже набежит на рсположениук) под ним дорожку 15 с радаусом R и переместит шгздвдёль в точку Ь, через точку с и тДТраектория шпинделей, движущихся по часовой стрелке по совокупности дорожек 15 с радиусом Rj, выглядит тоже как замкнутая синусоида, нейтральная линия которой проходит через центры вращения поводковых зажимов, но смещенная по отношению к пер1вой на 180. Для данного типа машин число, приводных шестерен 4 должно быть четным для того, чтобы траектория движения шпинделей была бы замкнутой синусоидой. В зависимости от плотности и слойности плетения количество поводковых зажимов 7 должно быт4 KpaTHbiM числу приводных шестерен 4. Таким образом, преимущество данного устройства по сравнению с известным заключается В улучшении услов1Й труда за счет снижения шума и увеличения производительности за счет снижения количества остановов на перезарядку катушками с материалом. Преимущество досгигается за счет того, что шпиндели движутся, иаходясь во вращающихся поводковых замшмах. которые передают шпиндели последовательно друг ругу по периметру стола, а траектория движеия шпинделей задерется приводами , KOTOpbie в определенных позициях включают или ыключают заядамы. При 3TQM траектория движения шпинделей в виде двух пересекающихся синусоид получается воображаемая (над столом), т.е. отсутствуют синусоидальные пазы со стрелками, для плавного прохождения которых шпинделями необходимо, чтобы угол пересечения пазов был меньше 90°.. Кроме того, изготовление копирных колец в технрлогичесютм отж)щении значительно проще, чем обработка синусоидальных пазов и мест их пересеченияг - стрелок, особеино упрощается термообработка,. Формула изобретения 1. Устройство для изготовлений Канатов, содержащее стол, злёмент крешения шпинделей и средство перемещения Ишйнделей по заданной траектории, кинематически связанное с рядом находящихся в зацеплении приводных шестерен, расПйЯЬжеНйШ по зшкяутому коитуру, отличающееся тем, что, с целью улучшения условий труда ityteM уменьшения производственюго шума. vi повышения производительности, средство перемещения ийшнделей по заданной траектории имеет колирные кольца с горками, закрепленные да столе соосно с шестерНями, и планки, закрепленные над столом на осях Шестерен, а элемент креплоимя цшинделей содержит несуидае .шпиндели-заяоимь1,смонтированные на нижних плоскостях плааок, и ролики, управляющие зажимами от копирных колец с горками. 2.Устройство по П.1, отличающееся тем, что шпиндель содержит ось, на нижней части которой закреплен обрезиненная шайба, прижимаемая зажимом к планке. 3,Устройство по п. 1, 2, отличающееся тем, что 11Шиндель содержит ось, на нижней -ясIN которой закреплена обрезииенная ивй6а, расположенная 1лежду поводком и прижимной планкой поводкового . зажима. Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 1436053, кл, D 07 В 1966.-. 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ НАМОТКИ НА КАТУШКИ НИТЕОБРАЗНЫХ МАТЕРИАЛОВ | 1973 |
|
SU394124A1 |
| Двухвальный ткацкий станок | 1930 |
|
SU38500A1 |
| Устройство для маркировки изделий | 1983 |
|
SU1141022A1 |
| Устройство для непрерывной намотки на катушку нитеобразных материалов | 1974 |
|
SU691225A2 |
| Устройства для заправки полотна в валковую машину | 1987 |
|
SU1495142A1 |
| Ручная рычажная лебедка | 1979 |
|
SU931689A2 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
| Автомат для маркировки эластичных трубчатых изделий | 1984 |
|
SU1273260A1 |
| НИТКОШВЕЙНЫЙ АВТОМАТ | 1960 |
|
SU133461A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |


М&А
11
12
IT
