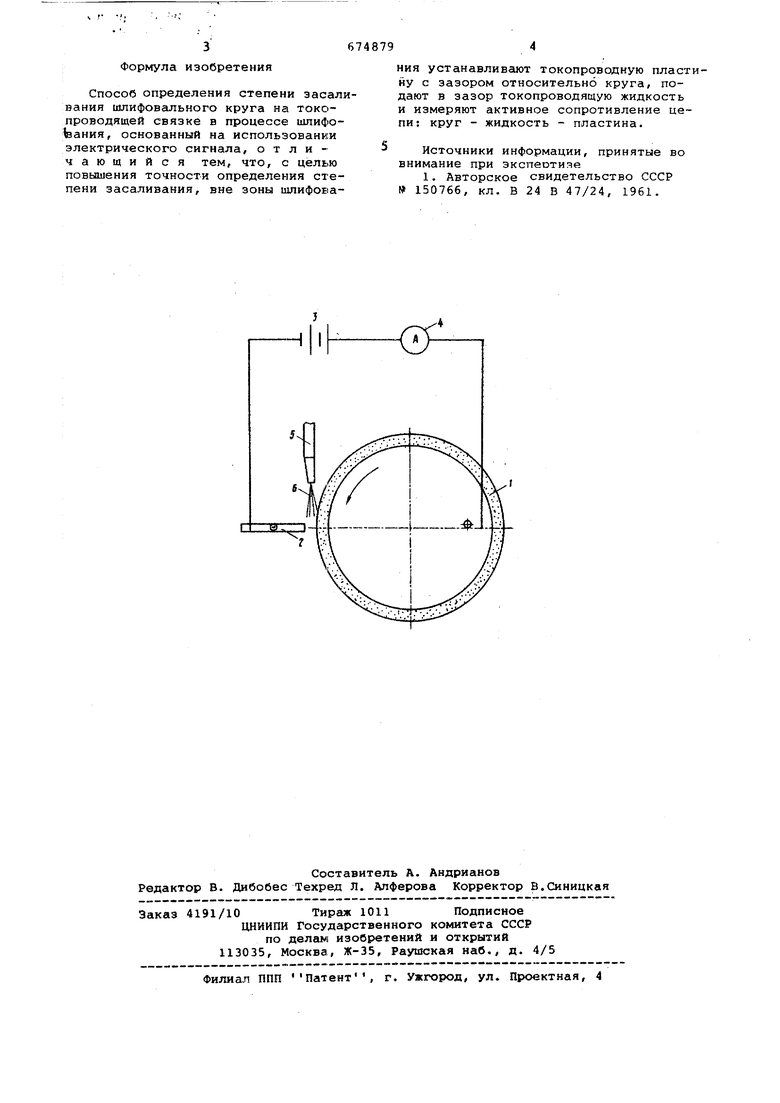
, 1 . . - : . :.; Изобретение относится к станкост р ению. . Известен способ определения степе ни засаливания абразивного шлифоваль нрго круга, основанный на измерении электрического сигнала -:индуктивного сопротивления, воэникакяцего между датчиком и поверхностью круга {. Недоста1Тком данного способа явЛяется снижение точности измерения сте пени засаливания цшйфовального круга при обработке Диамагнитных и парамаг нитных материалов, а также невозможность оценки засаливания шлифовальных кругов при обработке немагнитных vi9 териешов. Целью изобретения является повышение точности определения степени засаливания 1Ш1йфовального круга на металлической связке в процессе шлифования . Для этого вне зоны шлифования уста навливают токопроводную пластину с зазором.относительно круга, подают в зазор токопроводяцую жидкость и измеряют активное сопротивление цепи: круг-жидкость-пластина. На чертеже даи4 схема определения степени засаливания шлифовального круга предлагаемым способом. На определённом расстоянии от рабочей поверхности электрически изолироёаяногчэ пшифовального круга 1 устанавливают токопроводящую пластину 2. Источник 3 постоянного тока, ошифовальньгй круг, токопроводящую пластину и показываяЩий йрибор 4 соединяют в электрическую цепь. В зазор между рабочей поверхйостйю шлифовального круга и тркопроводящей пла стиной через сопло 5 подают токопроводя Дую жидkociTb 6, наприьюр СОж. Шлифование $4(териала сопровождается налипанием обрабатываемого материала на рабочую поверхность шлифовального Kgvra, что изменяет электрическое сопротивление рабочей поверхности ифовального круга. В П1роцвс ее 1йлифования показывающим прибором измеряют активное сопротивление цепиг круг - жидкость пластина, и по изменению величины активного сопротивления судят о степени засаливания шлифовального круга. Щюдложенный способ позволяет повысить точность определения степени засаливания шлифовального круга на токопроводя{1|ей металлической связке, в 3 - 4 раза.
Формула изобретения
Способ определения степени засаливания шлифовёшьного круга на токопроводящей связке в процессе ашифо(вания, основанный на использовании электрического сигнгьла, отличающийся тем, что, с целью повышения точности определения степени засаливания, вне зоны шлифования устанавливают токопроводную пластину с зазором относительно круга, подают в зазор токопроводящую жидкость и измеряют активное сопротивление цепи: круг - жидкость - пластина.
Источники информации, принятые во внимание при экспеотияе
1. Авторское свидетельство СССР 150766, кл. В 24 В 47/24, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля режущей способности шлифовального круга на токопроводной связке | 1987 |
|
SU1512759A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Устройство для шлифования | 1986 |
|
SU1379064A1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ЗАСАЛЕННОСТИ ПЕРИФЕРИЙНОЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2149093C1 |
| СПОСОБ ГИДРОАЭРОДИНАМИЧЕСКОГО КОНТРОЛЯ СТЕПЕНИ ЗАСАЛЕННОСТИ ПЕРИФЕРИЙНОЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2151685C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЖУЩЕЙ СПОСОБНОСТИ АБРАЗИВНОГО КРУГА | 1996 |
|
RU2116185C1 |
