I
Изобретение откосится к текстильной промышленности и может быть использовано для регулирования скорости прядения на прядильных машинах.
Известен способ регулирования производительности прядильных машин, заключаюшийся в периодическом контроле количества заправленных веретен посредством обегаюшего датчика и изменении производительности прядильных машин в функции от количества заправленных веретен и скорости выпуска машины.
Устройство, р€ализуюш,ее данный способ, содержит обегаюший датчик заправленных веретен с реверсивным приводом, датчик скорости выпускного цилиндра вытяжного прибора и блок управления, вход которого связан с обегаюшим датчиком заправленных веретен, а выход - с регулируемым приводом вытяжного прибора 1.
Недостаток известного технического решения заключается в сложности выполнения привода обегающего датчика заправленных веретен, так как этот привод, должен обеспечивать перемешение обегающего датчика заправленных веретен со скоростью, пропор2
цпональной скорости выпуска машины,что в значительной степени снижает надежность регулирования производительности прядильных машин.
С целью повышения надежности при тфедложенном способе контроль количества заправленных веретен осуидествляют за постоянный период времени, между двумя соседними периодами контроля производят выстой датчика, а время выстоя задают в соответствии с изменением скорости выпуска манлины.
Устройство, реализуюн ее данный способ, имеет блок запуска, вход которого подключен к датчику скорости выпускного цилиндра вытяжного прибора , а выход - к периоду обегающего датчика.
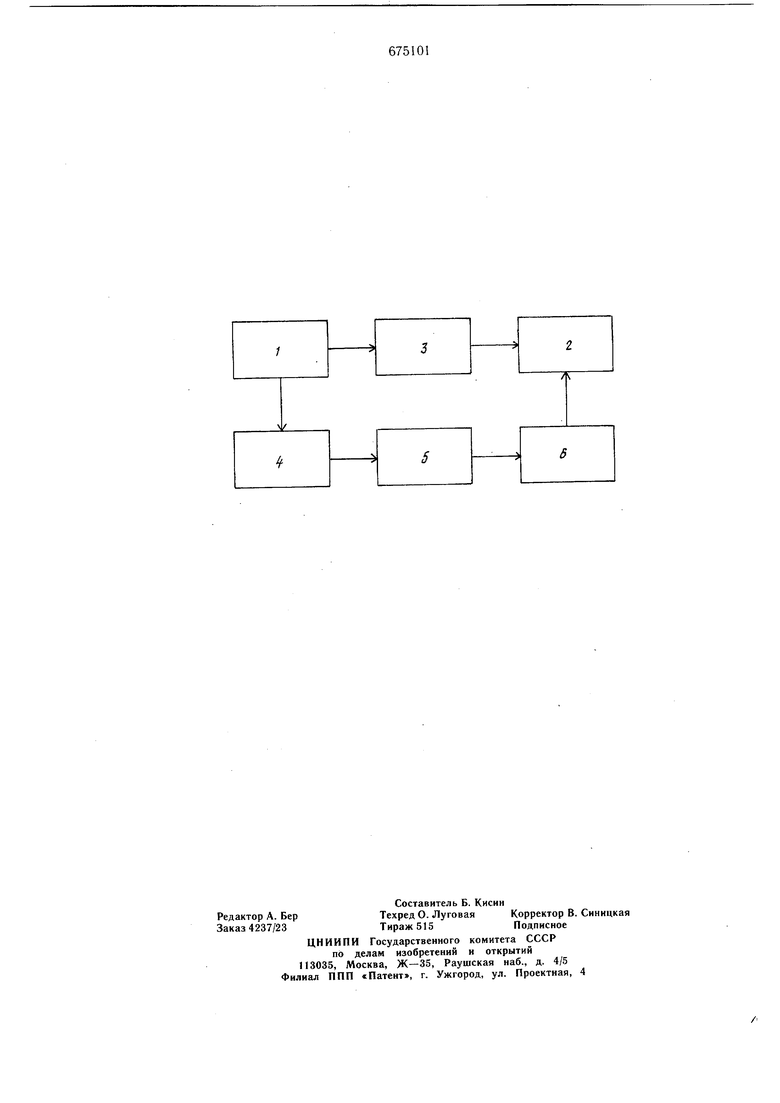
На чертеже представлена структурная
5 схема устройства регулирования производительности прядильной машины.
Устройство содержит обегающий датчик заправленных веретен 1, датчик 2 количества оборотов выпускного цилиндра вытяжного прибора, блок запуска 3 обегающего датчика 1, блок управления 4, регулируемый привод 5, управляющий скоростью вытяжного прибора 6. Обегающий датчик 1 с помощью реверсивного привода (на чертеже не показан) перемещается возвратно-поступательно вдоль фронта машины с постоянной скоростью и производит в 1стой в крайних положениях. Очередной пуск обегающего датчика осуществляется сигналом с блока запуска 3 обегающего датчика 1, представляющего собой делитель импульсов, с датчика 2 количества оборотов выпускного цилиндра (может быть выполнен в виде мета.члического флажка, закрепленного на оси выпускного цилиндра и входящего в паз бесконтактного датчика ). При каждом обороте на выходе бесконтактного датчика появляется импульс напряжения. С целью получения необходимого интервала времени импульсы с бесконтактного датчика подаются на делитель, выходные импульсы которого являются запускающими Изменение скорости выпуска в процессе регулирования приводит к изменению величины Быстоя при постоянной скорости обегающего датчика, причем так, что суммарное время Т прохода мащины датчиком tn и выстоя t обратно пропорционально скорости выпуска мащины. Имеем tn const, i Var, Т t „ + t f, В свою очередь t nV(1) П af(2) где p - частота импульсов с обегающего датчика; п - число заправленных веретен; V - скорость перемещения обегающего датчика; П - производительность мащины. Э у I где . - скорость выпуска пряжи. С учетом выражений (1) и (2) получим D - tlL - fL-i±. п - 0.-fl- L/о Т t -t-tl --t H-ti( где L - длина мащины. Так как пределы регулирования системы укладываются в ±10% от номинального режима работы, то интервал времени между запускающими импульсами выбирается равным при номинальном режиме Т t + О,It т.е. , Н„. Этим соотношением гарантируется соответствие между Т и Vian in У4ш min-.T tn+0,2t, где 0,2t t. При прохождении датчика 1 мимо заправленных веретен с него в схему управлеия 4 поступают импульсы напряжения, часота которых с учетом времени выстоя пряо пропорциональна производительности ащины. Устройство регулирования производительости, представляющее собой блок оптимиации, осуществляет поиск максимума произодительности системы. Шаг отработки сисемы, выполняемый регулируемым привоом 5, одновременно является и поисковым. Основным преимуществом изобретения является надежность и простота работы устройства за счет постоянной скорости перемещения обегающего датчика. Значительно упрощается электрическая схема привода обегающего датчика. Формула изобретения 1.Способ регулирования производительности промышленности лубяных волокон, заключающийся в периодическом контроле количества заправленных веретен посредством обегающего датчика и изменений производительности прядильных мащин в функции от количества заправленных веретен и скорости выпуска мащины, отличающийся тем, что, с целью повыщения надежности, контроль количества заправленных веретен осуществляют за постоянный период времени, между двумя соседними периодами контроля производят выстой датчика, а время выстоя задают в соответствии с изменением скорости выпуска машины. 2.Устройство для осуществления способа по п. 1, содержащее обегающий датчик заправленных веретен с реверсивным приводом, датчик скорости выпускного цилиндра вытяжного прибора и блок управления, вход которого связан с обегающим датчиком заправленных веретен, а выход с регулируемым приводом вытяжного прибора, отличающееся тем, что оно имеет блок запуска, вход которого подключен к датчику скорости выпускного цилиндра вытяжного прибора, а выход - к приводу обегающего датчика. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 432734, кл. D 01 Н 1/26, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор прядения | 1972 |
|
SU438734A1 |
| Способ управления прядильной машиной и устройство для его осуществления | 1982 |
|
SU1233546A1 |
| РЕГУЛЯТОР ПРЯДЕНИЯ | 1973 |
|
SU370290A1 |
| Прядильная машина для волокнистых материалов | 1937 |
|
SU58891A1 |
| Устройство для прекращения питанияРОВНицЕй ВыТяжНОгО пРибОРА пРядильНОйМАшиНы | 1979 |
|
SU846617A1 |
| Система контроля производительности машин с несколькими рабочими органами | 1978 |
|
SU753942A1 |
| Устройство для контроля натяжения нити | 1982 |
|
SU1049764A1 |
| Способ получения ровницы на ровничных машинах и насадка к головке рогульки для осуществления этого способа | 1955 |
|
SU106614A1 |
| ЧЕСАЛЬНО-ПРЯДИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2028389C1 |
| Устройство для управления крутильно-мотальным механизмом кольцевой прядильной машины | 1982 |
|
SU1135823A1 |