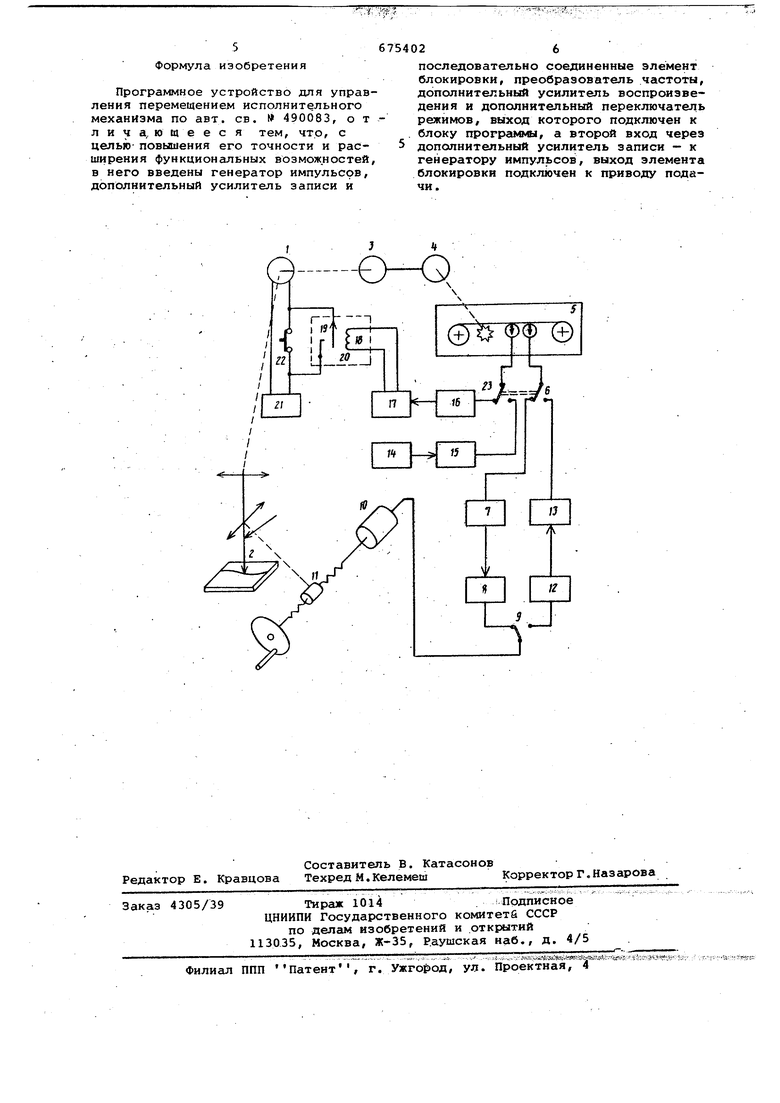
Изобретение относится к области автоматики и быть использовано в сварочном производстве для направления электрода по стыку свариваеьлах деталей с записью программы путем предварительного обхода траектории стыка. По основному авт. св. 490083 известно программное устройство для управления перемещением исполнительного механизма, содержащее привод по дачи, соединённый с исполнительным механизмом и с блоком программы, который через первый переключатель режимов подключен к входу усилителя воспроизведения, выход которого через усилитель мощности и второй переключатель режимов подключен к шаговому двигателю, ротор которого через ходовую пару соединен с исполнительным механизмом, формирователь им пульсов , вход которого подключен к второму переключателю режимов и усилитель записи, вход которого подключен к выходу Формирователя импульсов а выход - к первому переключателю ре жимов. Недостатком такого устройства является то, что в нем не предусмотрена возможность определения конца програм1ИЬ в режиме автоматической сварки, в результате чего операторусварщику Необходимо следить постойнно за ходом прсадесса сварки и по окончании програмии выключать движение сварочного аппарата. Это ухудшает условия обслуживания, так как оператор должен все время находиться возле установки. Целью изобретения является повышение точности у тройства и расширение его функциональных возможностей. Это достигается тем, что в предложенное программное устройство для управления перемещением исполнительного механизма наедены генератор импульсов, дополнительный усилитель записи и последовательно соединенные элемент, блокировки, преобразователь частоты, дополнительный усилитель воспроизведения и дополнительный переключатель режимов, выход которого подключен к блоку программы, а второй вход через дополнительный усили-. тель записи генератору импульсов, выход элемента блокировки подключен к приводу подачи. На чертеже показана структурная схема программного устройства для управления перемещением исполнительного механизма. Устройство содержит привод 1 подачи, исполнительньй механизм 2 (ими электрода), синфазный вап, состояЕдий из сельсин-датчика 3 и сельсин-приемника 4, блок 5 программы, первый переключатель 6 режимов, усилитель 7 воспроизведения, усилитель 8мощности, второй переключатель 9 режимов, шаговый двигатель 10, ходовую пару 11, формирователь 12 им пульсов, усилитель 13 записи. Устройство содержит также генератор 14 импульсов, дополнительный усилитель 15записи, дополнительный усилитель 16вбспроизводства, преобразователь. 17частоты, обмотку 18 и нормально разомкнутый контакт 19 элемента блокировки 20, блок 21 управления, кноп ку 22 пуска и дополнительный переклю чатель 23 режимов. Устройство работает следующим образом. В режиме записи программы при дви жении сварочного аппарата, осуществляемого от привода 1 подачи, приводится в действие синфазный вал, состоящий из сельсин-датчика 3 и сельсин-приемника 4, в результате чтёг-о переметается магнитная лента блока 5 программы, С помощью синфазного ва ла происходит синхронизация перемещения сварочного аппарата и программой поперечных .перемещений исполнительного механизма 2 (имитатора элек трода) , При Наличии отклонения линии стыка от оси движения сварочного аппарата оператор с помощью рукоятки совмещает имитатор 2 электрода с линией стыка. Перемещение имитатора че рез ходовую пару 11.преобразуетея в поворот ротора шагового двигателя 10 Наличие зубцов на роторе двигателя приводит; к изменению индуктивного соп15отивления статорных обмоток дви гателя/ которые через переключатель 9режимов включены в соответствующую схему формирователя 12 импульсов, Йз менёние индуктивного сопротивления обм6т:Шп1рквШи-г ШШ ёйШ ШШтуды сигнала переменного тока . Питаю щего обмотки Шагового двигателя. Оги бающая сигнала переменного тока, час тота которой зависит от скорости вра щения ротора шагового двигателя, выделяется с помсвдью детектора и преоб разуется в прямоугольные импульсы, которые с выхода формирователя 12 импульсов подаются на усилитель 13 записи. После усиления эти прямоугольные импульсы через переключатель 6 режимов поступают вуниверсальную магнитную головку блока 5 программа и записываются н& Лмагнитную ленту, Одновременно с эаписЕ программы перемещений иьшульсы генератора 14 импульсов поступают на дополнительный усилитель 15 записи. После усиле 24 ния эти импульсы через дополнительный переключатель 23 режимов пбступают в универсальну магнитную головку блока 5 програмлм и также записываются на магнитную ленту. В режиме воспроизведения программы, который осуществляется при обратном движении сварочного аппарата, считываемый универсальной магнитной гоповкой сигнал программы перемещет НИИ через переключател.ь 6 режимов подается на усилитель 7 воспроизведения, с выхода которого он поступает на вход усилителя 8 мощности. С выхода усилителя 8 мощности импульсы программы через второй переключатель 9 режимов поступают на шаговый двигатель 10, который преобразует их в импульсы угла поворота ротора. Вращение ротора шагового двигателя через ходовую пару 11 преобразуется в перемещение электрода, чем обеспечивается его точное совмещение с линией стыка. Одновременно с воспроизведением сигнала програмлвл перемещений считываемый второй универсальной магнитнрй головкой сигнал постоянной . частоты через дополнительный переключатель 23 режимов подается на дополнительный усилитель 16 воспроизведения, с выхода которого он поступает на вход преобразователя 7 частоты. На выходе последнего формируется постоянное напряжение, благодаря которому срабатывает элемент блокировки 20, обмотка 18 которого подключена к выходу преобразователя, В результате этого нормально разомкнутый контакт 19 блокирует кнопку пуска 22 Электродвигателя привода 1 подачи, питающегося от блока 21 управления. При этом осуществляется автоматическое движение сварочного аппарата . По окончании участка сварки изделия, для которого была записана программа перемещений, сигнал постоянной частоты отсутствует, в результате чего прстрянное напряжение на выходе .---образователя напряжения 17 исчезает, нормально разомкиутый контакт 19 элемента блокировки 20 размыкается и ; вижение сварочного аппарата прекращается , Введение дополнительного канала управления позволяет высвободить оператора-сварщика от обслуживания сварочной установки в автоматическом режиме сварки. Оператор может перейти иа другую сварочную установку, рборудованиую этим устройством,для выполнения режима записи програк. Практически возможно обслуживание одним операторе трех сварочных установок, оборудованных предложенным устройством. Это позволяет увеличить производительность труда более, чем в 2,5 раза.
Формула изобретения
Программное устройство для управления перемещением исполнительного механизма по авт. св. 490083, о т лича, ющееся тем, что, с целью повышения его точности и расширения функциональных возможностей, в него введены генератор импульсов, дополнительный усилитель записи и
последовательно соединенные элемент блокировки, преобразователь частоты, дополнительный усилитель воспроизведения и дополнительный переключатель режимов, выход которого подключен к блоку програюш, а второй вход через дополнительный усилитель записи - к генератору импульсов, выход элемента блокировки подключен к приводу подачи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для записи и воспроиз-ВЕдЕНия пРОгРАММ | 1978 |
|
SU807238A1 |
| Программное устройство для управления перемещением | 1973 |
|
SU490083A1 |
| Устройство для программного управления перемещением рабочего органа | 1977 |
|
SU704776A1 |
| Система контурного управления промышленного робота | 1986 |
|
SU1430256A1 |
| Устройство для управления положением гидравлических нажимных механизмов | 1980 |
|
SU882673A1 |
| Устройство для программного управления перемещением объекта | 1977 |
|
SU741233A1 |
| УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ ГАЗОТУРБИННЫМ ДВИГАТЕЛЕМ | 1988 |
|
SU1503490A1 |
| Устройство для автоматической укладки кирпичных и других подобных блоков | 1951 |
|
SU104374A1 |
| Следящая система | 1981 |
|
SU999016A1 |
| Устройство формирования чересстрочной структуры | 1971 |
|
SU566404A1 |
0---О-ЧЭ
