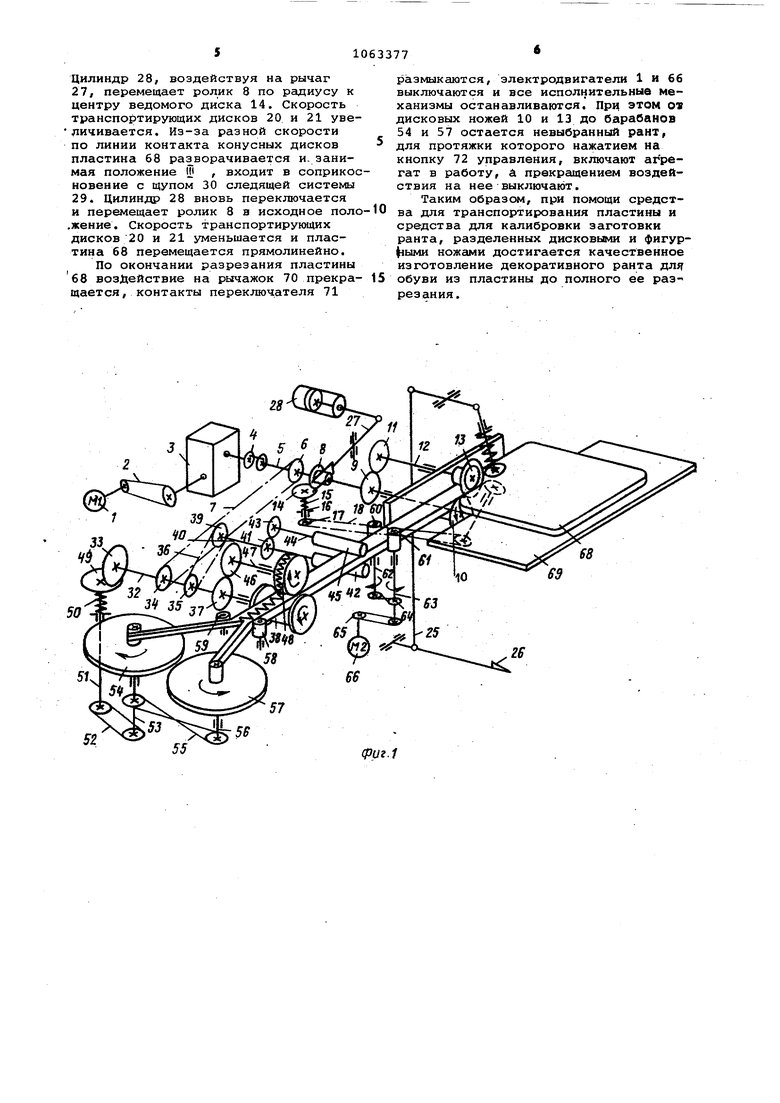
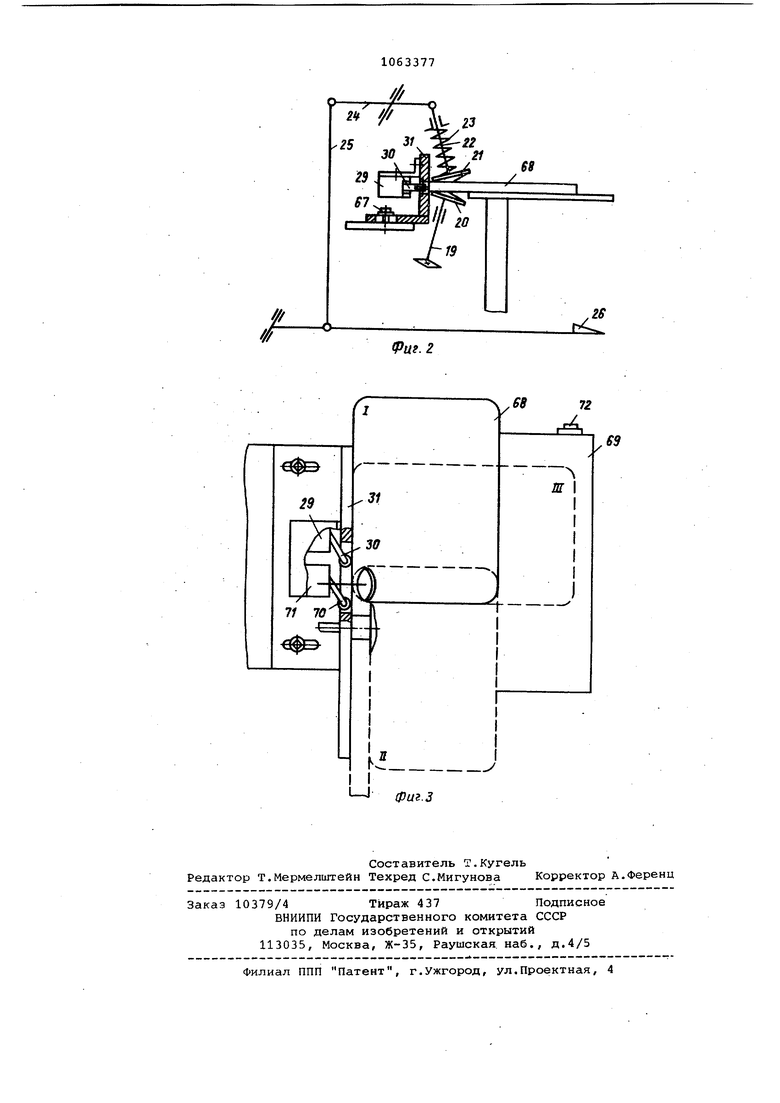
Изобретение относится к оборудов нию обувного производства, в частности к машинам для изготовления декоративного ранта для деталей низ обуви путем вырезания из пластин, и может быть использовано на обувных фабриках и специализированных предприятиях по выпуску деталей низа рб ви. Известно устройство для изготовл ния лент для отделки обуви, содержа щее станину, привод, механизм загиб ки ленты, транспортирующие валики и механизм разрезания ленты на две части по длине, выполненный в виде эращающегося фигурного дискового но жа, смонтированного в одном из тран портирующих валиков С1 J. Указанное устройство предназначе но для разрезания декоративного ран та из полосового материала (ленты I не обеспечивает нарезание его из пластины. Кроме того, фигурный нож используется для разрезания только несущей части полки ранта. Известна поточная линия для обра ботки профилированного ранта для об ви, содержащая станину, на которой смонтированы С1бщий механизм привода и установленные по ходу выполнения технологического процесса машины для взъерошивания с двух сторон несущей полки ранта (профильной заготовки ), для фигурной порезки видово полки ранта, для фигурной просечки несущей полки ранта, вращающиеся щетки для очистки ранта от пыли, пр волочные щетки для удаления высечки и барабан для намотки готового ранта, кинематически связанный с общим механизмом привода фрикционной пере дачей. Данная поточная линия позволяет выполнить технологический процесс изготовления декоративного ранта с использованием профильной заготовки изготовленной на отдельном оборудоС., -, Однако такая поточная линия не обеспечивает нарезание ранта из пластины. Известен также агрегат для изготовления декоративного ранта для да талей низа обуви, содержащий механиз привода, устройство для транспортирования ранта, устройство для нарезк .ранта, включающее гладкий дисковый и фигурный ножи, барабаны для накоп ления готового ранта и рабочий стол для укладывания заготовки 3J. Недостатком известного агрегата является необходимость придания прямоугольной пластине (заготовке, из которой нарезают рант ) формы круга, что приводит к уменьшению коэффициен та использования материала. Кроме того, ножи, установленные на одном валу, не обеспечивают постоянство размера по высоте заготовки, что ухудшает качество обработанного ранта. Цель изобретения - увеличение коэффициента использования материала за счет использования заготовки в виде пластины прямоугольной формы. Указанная цель достигается тем, что агрегат для изготовления декоративного ранта для деталей низа обуви, содержащий механизм привода, устройство для транспортирования ранта, : устройство для нарезки ранта, включающее гладкий дисковый нож и фигурный нож, барабаны для накопления готового ранта и рабочий стол для укладки заготовки, дополнительно снабжен направляющей с отверстием, распо,ложенной вдоль рабочего стола, средством для транспортирования заготовки на столе и средством для калибровки ранта, при этом средство, для транспортирования заготовки выполнено в виде пары фрикционных конусных дисков, один из которых кинематически соединен с приводом агрегата и снабжен системой регулирования скорости его вращения, имеющей щуп, установленный в отверстии направляющей, а другой снабжен педалью управления и смонтирован с возможностью возвратно-поступательного перемещения вдоль своей оси, шарнирно соединенной с рычагом педали управления, а средство для калибровки ранта вы- ) полнено в виде двух шлифовальных инструментов, смонтированных между дисковыми и фигурными ножами. Кроме того, дисковые и фигурные ножи установлены на отдельных валах. Па фиг.1 показана кинематическая схема предлагаемого агрегата, .на фиг.2 - средство для транспортирования пластины; на фиг.З - варианты расположения заготовки (пластины) относительно конусных дисков и системы слежения. Агрегат для изготовления декоративного ранта содержит основание (не показано ) и механизм привода (фиг.1, включающий электродвигатель 1, ременную передачу 2, редуктор 3, муфту 4, вал 5, на котором смонтированы звездочка б цепной передачи 7, ведущий ролик 8 фрикционной передачи, шестерня 9 и нижний дисковый нож 10. Шестерня 9 входит в зацепление с шестерней 11, установленной на валу 12, несущем верхний дисковый нож 13. К торцу ведущего ролика 8 пружиной 15 прижат диск 14. На валу 16 установлена звездочка 17 цепной передачи 18, которая имеет связь с валом 19 (фиг.2), несущим приводной диск 20. Ведомый диск 21 установлен на валу 22 и прижат к диску 20 пружиной 23. Вал 22 шарнирно связан с рычагом 24, который через тягу 25 соединен с
педалью 26. Ролик 8 (фиг.II имеет шарнирную связь с рычагом 27, которы другим концом соединен со средством для перемещения ролика 8. Средство, например пневмоцилиндр 28,управляется следящей системой 29 (фиг. 2), щуп 30 который установлен в отверстии направляющей 31. Цепная передача 7 (фиг.1) имеет связь с валом 32, на котором смонтированы ведущий диск 33, звездочка 34, звездочка 35 цепной передачи 36, шестерня 37 и опорный ролик 38. Цепная передача 36 при помощи звездочки 39 связана с валом 40, на котором установлены шестерня 41 и транспортирующий ролИк 42. Шестерня 41 находится в зацеплении с шестерней 43, установленной на валу 44, несущем верхний транспортирующий ролик 45. :11 естерня 37 находится в зацеплении с шестерней 46, смонтированной на.валу 47, несущем фигурный нож 48. К торцу ведущего диска 33 пружиной 50 прижат диск 49, установленный на валу 51, имеющемСвязь при помощи ременной передачи 52 с валом 53 и барабаном 54. Вал 53 при помощи ременной передачи 55 связан с валом 56 и барабаном 57. Перед .барабанами 54 и 57 установлены направляю-, щие фигурные ролики 58 и 59. За дисковыми ножами по ходу технологического процесса установлены шлифовальные инструменты 60 и 61, смонтированные соответственно на валах 62 и 63 и имеющие связь при помощи ретленных передач 64 и 65 с электродвигателем 66. Для установления ширины заготовки ранта направляющая 31 при необходимости может быть отрегулирована относительно дисковых ножей с помощью винта 67. Для укладки пластины 68 имеется стол 69. В отверстии направляющей 31 установлен рычажок 70 путевого переключателя 71, а к столу 69 прикреплена кнопка 72 управления.
Агрегат работает следукяцим образом.
На стол 69 (фиг.1Г укладывают i пластину 68, предварительно придав ее прямым углам закругления радиусом 80-100 мм. Нажимая на педаль 26 и ;: преодолевая усилие пружины 23 через тягу 25, рычаг 24 и вал 22, поднима- ют ведомый диск 21. Пластину 63 (фиг.2 и 3 ) вручную перемещают к направляющей 31, которая, воздействуя своим торцом на рычажок 70 путевого переключателя 71 и рычажок следящей системы 29, включает йсполнитрльные механизмы агрегата. Одновременно включаются электродвигатели 1 и 66. Электродвигатель 1 при помощи ременной передачи 2, редуктора 3, муфты 4 и вала 5 приводит в движение нижний дисковый нож 10. Движение от вала 5 через шестерни 9 и 11 передается валу 12 и верхнему дисковому ножу 13. Ведущий диск 20, установленный на валу 19, получает движение при помощи цепной передачи 18, звездочки 17, вала 16, ведомого диска 14 от ролика 8. Движение от вала 5 через звездочку 6 цепную передачу 7 и звездочку 34 передается валу 32, а следовательно, и опорному ролику 38, а через шестерни 37 и 36 и вал 47 фигурному ножу 48. От Всша 32 при
0 помощи звездочек 35 и 39 цепной передачи 36 вращение передается валу 40, который несет нижний транспортирующий ролик 42, а верхнему-ролику 45, установленному на валу 44 - при по5мощи шестерен 41 и 43. От вала 32 приводятся во вращение барабаны 54 и 57 при помощи дисков 33 и 49, вал 51 ременных передач 52 и 55 и валы 53 и 56. 1Члифовальные инструменты
0 60 и 61, установленные соответственно на валах 62 и 63, приводящиеся в движение при помощи ременных передач 64 и 65 электродвигателем 66, освобождают педаль 26, и ведомый
5 диск 21 при помощи пружины 23 прижимается к верхней поверхности пластины 68. Пластина, зажатая между ведуЩИГ4 20 и ведомым 21 дисками (фиг.1 и 2),подаетсяна ножи 10 и 13 и начи0нается резка ее на полосы (заготовки), исходящую из-под ножей полосу захватывают шлифовальные инструменты 60 и 61, которые устраняют перекос ее граней, ромбовитость и выпуклость.
5 Заготовка ранта получает задан.ные размеры, при этом шлифовальные грани полоски перед нанесением клея взъерошиванию не подвергаются. После прохождения шлифовгшьных инструментов 60 и 61 заготовка захватывается
0 транспортирующими роликами 42 и 45 и подается на фигурный нож 48, проходит между опорным роликом 38 и фигурным ножом 48 и в процессе транспортирования между ними по середине раз5резается на два ранта с сопряженным фигурным резом. Затем разрезанную полосу пропускают через свободно вращающиеся ролики 58 и 59, разделяют и концы сматывают вначале вручную на
0 барабаны 54 и 57, а затем сматывание уже готового ранта продолжают в автоматическом режиме до полного разрезания пластины 68.
В процессе транспортирования
5 прямолинейного участка пластины 68 трансгортирующими дисками 20 и 21 ее торцевая поверхность постоянно прижимается к направляющей 31 и, следовательно, к рычажку путевого выключа0теля 71 и щупу 30 следящей системы 29 (фиг.З, положения f и ijj), но как только щуп 30 освобождается (положение U), цилиндр 28 переключается пневмораопределителем (не показан), который управляется указанным щупом.
5
Цилиндр 28, воздействуя на рычаг 27, перемещает ролик 8 по радиусу к центру ведомого диска 14. Скорость транспортирующих дисков 20 и 21 уведичивается. Из-за разной скорости по линии контакта конусных дисков пластина 68 разворачивается и.занимая положение iTi , входит в соприкосновение с щупом 30 следящей системы 29. Цилиндр 28 вновь переключается и перемещает ролик 8 в исходное поло-Ю
жение. Скорость транспортирующих дисков20 и 21 уменьшается и пластина 68 перемещается прямолинейно. По окончании разрезания пластины
б8 возйействие на рычажок 70 прекра- 15 щается, контакты переключателя 71
размыкаются, электродвигатели 1 и 66 выключаются и все исполнительные механизмы останавливаются. При| этом о« дисковых ножей 10 и 13 до барабанов 54 и 57 остается невыбранный рант, для протяжки которого нажатием на кнопку 72 управления, включают агрегат в работу, а прекращением воздействия на нее выключак т.
Таким образом, при помощи средства для транспортирования пластины и средства для калибровки заготовки ранта, разделенных дисковыми и фигур ыми ножами достигается качественное изготовление декоративного ранта дл обуви из пластины до полного ее разрезания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления профилированного ранта для деталей низа обуви | 1988 |
|
SU1666050A1 |
| Агрегат для обработки профилированного ранта для обуви | 1977 |
|
SU741846A1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1992 |
|
RU2063155C1 |
| МАШИНА ДЛЯ РЕЗКИ ПОЛОТНА ПО БАХРОМЕ | 1966 |
|
SU185836A1 |
| Поточная линия для обработки профилированного ранта для обуви | 1977 |
|
SU676267A1 |
| МАШИНА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1991 |
|
RU2019566C1 |
| Машина для изготовления обуви типа "Парко" | 1948 |
|
SU79547A1 |
| Устройство для изготовленияРАНТА ОбуВи | 1978 |
|
SU793561A1 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО РАНТА ДЛЯ ДЕТАЛЕЙ НИЗА ОБУВИ, содержащий механизм привода, устройство для транспортирования ранта, устройство для нарезки ранта, включакяцее гладкий дисковый нож и фигурный нож, барабаны для накопления готового ранта и рабочий стол для укладывания заготовки, отличающийся тем., что, с целью увеличения коэффициента использования материала за счет возможности использо-ч вания заготовки в виде пластины прямоугольной формы, он дополнительно снабкен направляющей с отверстием, расположенной вдоль рабочего стола, средством для транспортирования заготовки на столе и средством для калибровки ранта, при этом средство для транспортирования заготовки на столе выполнено в виде пары фрикционных конусных дисков, один из которых кинематически соединен с приводом агрегата и -снабжен системой регулирования скорости его вращения, включающей р щуп, установленный в отверстии на- S правляющей, а другой снабжен педалью (Л управления и смонтирован с возможностью возвратно-поступательного перемещения вдоль своей оси, шарнирно соединенной с рычагом педсши управления I а средство для калибровки ранта вы- 5 полнено в виде двух шлифовальных инструментовf установленных мезкду дисковьлми и фигурными ножами. о: ОО ОО 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЛЕНТ для ОТДЕЛКИ | 0 |
|
SU277583A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
