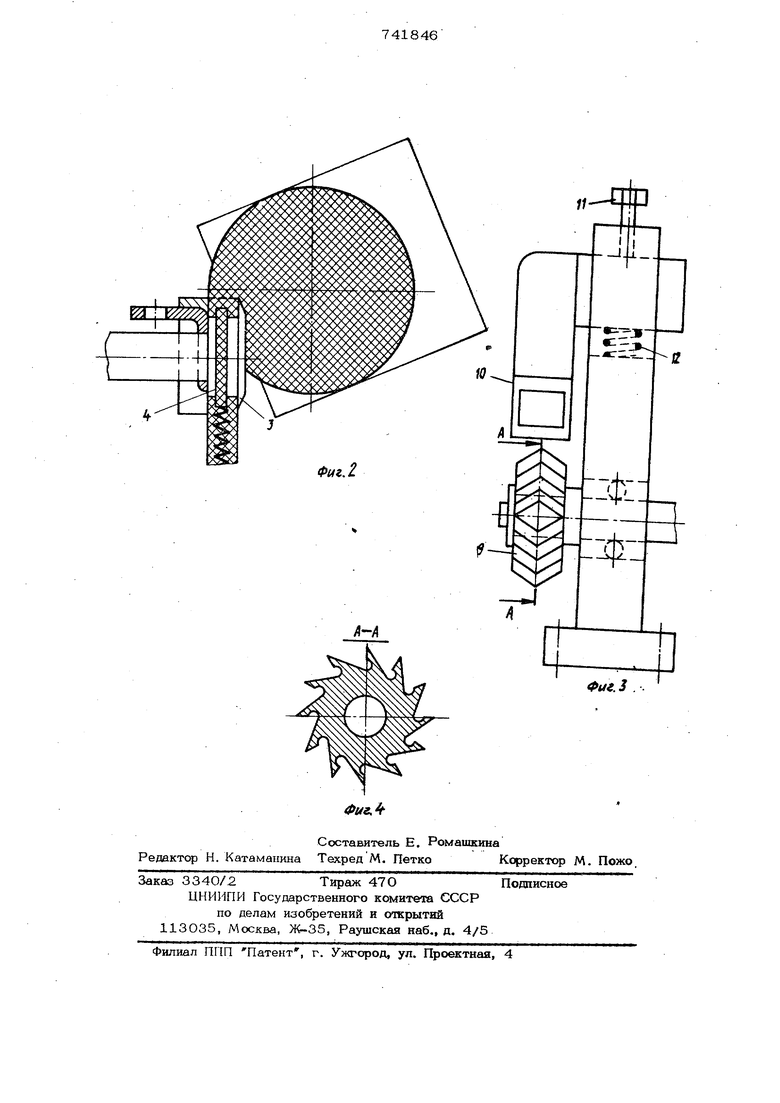
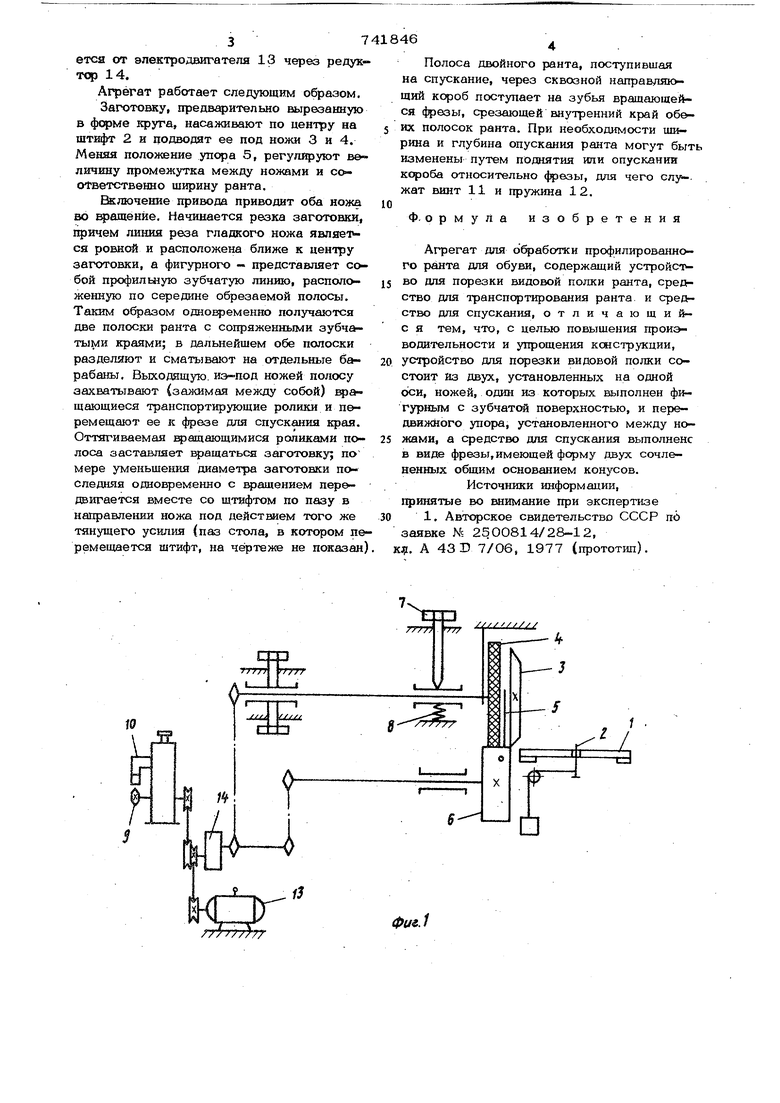
Изобретение относится к легкой промышленности, а именно к оборудованию для производства обуви. Известен агрегат для обработки профилированного ранта для обуви, содержащий устройство для порезки видовой полки рант и средство для транспортирования ранта Недостатком известного агрегата является оюжность конструкции основных узлов, сложность в обслуживании и, как еле ствйе этого, низкая.производительность., Целью изобретения является повьпиение производительности и упрощение конструкции. Поставленная цель достигается тем, чт устройство опя порезки видовой полки состоит из двух, установленных на одной оси ножей, один из которых выполнен фигурным с зубчатой поверхностью, и передвижного упора, установленного ножами, а Средство для спускания выполнено в виде фрезы, имеющей форму двух сочлен.енных общим основанием конусов. На фиг. 1 изображена кинематическая схема агрегата; на фиг. 2 ножк для порезки заготовки в рабочем положении, вид сверху; на фиг. 3, 4 - то же, для спускания края ранта с нагфавляющим коробом, вид спереди и продольный разрезД-Л Агрегат для обработки профилированного ранта для обуви содержит рабочий стол 1 со штифтом 2; ножи для порезки заготовок - гладкий дисковый 3 и фигурный 4, передвижной упор 5, транспортирующие ролики 6. Положение ножей относительно стола может изменяться с помотцью винта 7 и пружины 8. Спускание края производят с помощью ножа 9, выполненного в виде отрезы, геометрическая форма котсфой представляет собой совокупность двух конусов, обращенйых друг к рругу большими основаниями. Над фрезой установлен направляющий сквозной короб 10 прямоугольного сечения, котсрый может опускаться или подниматься с помощью винта 11 и пружины 12. Пр№вод рабочих органов агрегата осуществл5ьется от электродвигателя 13 через редуктор 14. Агрегат работает следующим образом. Заготовку, предварительно вырезанную в форме круга, насаживают по центру на штифт 2 и подводят ее под ножи 3 и 4. Меняя положение упора 5, регулируют величину промежутка между ножами и соответствевио ширину ранта. Включение привода приводит оба ножа во вращение. Начинается резка заготовки, гфичем линия реза гладкого ножа являерся ровной и расположена ближе к центру заготовки, а фигурного - представляет собой профильную зубчатую линию, расположенную по середине обрезаемой полосы. Таким образом одновременно получаются две полоски ранта с сопряженными зубч тыми краями; в дальнейшем обе полоски разделяют и сматывают на отдельные барабаны. Выходящую, из-под ножей полосу захватывают (зажимая между собой) врагвдающиеся транспортирующие ролики и перемещают ее к фрезе для спускания края. Оттягиваемая вращающимися роликами полоса заставляет вращаться заготовку; по мере уменьшения диаметра заготовки последняя одновременно с ращением передвигается вместе со щтифтом по пазу в направлении ножа под деист шем того же тянущего усилия (паз стола, в котором пе ремещается штифт, на чертеже не показан Полоса двойного ранта, поступившая на спускание, через сквооной направляиуий короб поступает на зубья вращающейся фрезы, срезающей внутренний край об х полосок ранта. При необходимости ишина и глубина опускания ранта могут быть изменены путем поднятия иди опускании короба относительно (|резы, для чего служат винт 11 и пружина 12. Ф. ормула изобретения Агрегат для офаботки профилированного ранта для обуви, содержащий устройство для порезки видовой полки ранта, средство для транспортирования ранта и средство для спускания, отличающий- с я тем, что, с целью повышения производительности и упрощения конструкции, устройство для порезки видовой полки состоит Из двух, установленных на одной оси, ножей, один из которых выполнен фигурным с зубчатой поверхностью, и передвижного упора, установленного между ножами, а средство для спускания выполнено в виде фрезы, имеющей форму двух сочлененных общим основанием конусов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР п6 заявке № 2500814/28-12, . А 43 D 7/06, 1977 (прототип).
/////////
//f f)
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления профилированного ранта для деталей низа обуви | 1988 |
|
SU1666050A1 |
| Агрегат для изготовления декоративного ранта для деталей низа обуви | 1982 |
|
SU1063377A1 |
| Поточная линия для обработки профилированного ранта для обуви | 1977 |
|
SU676267A1 |
| Устройство для изготовленияРАНТА ОбуВи | 1978 |
|
SU793561A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| Полуавтомат для обработки обуви | 1962 |
|
SU151223A1 |
| Полуавтомат для накладки и крепления подошв на обуви | 1956 |
|
SU111432A1 |
| Способ изготовления обуви | 1984 |
|
SU1227158A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Машина для обработки деталей низа обуви | 1974 |
|
SU503577A1 |