Работает резьбонарезная головка следующим образом.
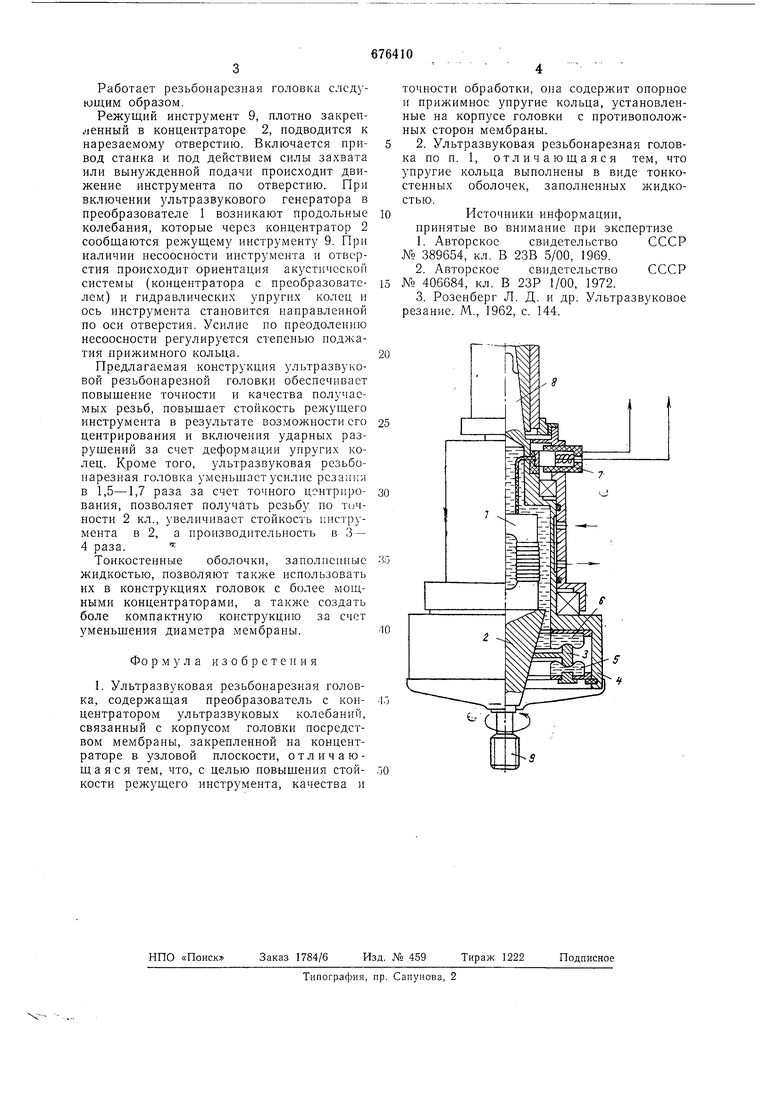
Режущий инструмент 9, плотно закрепленный в концентраторе 2, нодводится к нарезаемому отверстию. Включается привод станка и под действием силы захвата или вынужденной подачи происходит движение инструмента по отверстию. При включении ультразвукового генератора в преобразователе 1 возникают продольные колебания, которые через концентратор 2 сообщаются режущему инструменту 9. При наличии несоосности инструмента и отверстия происходит ориентация акустической системы (концентратора с преобразователем) и гидравлических упругих колец и ось инструмента становится направленной по оси отверстия. Усилие по преодолению несоосности регулируется степенью поджатия прижимного кольца.
Предлагаемая конструкция ультразвуковой резьбонарезной головки обеспечивает повышение точности и качества получаемых резьб, повыщает стойкость режущего инструмента в результате возможности его центрирования и включения ударных разрущений за счет деформации упругих колец. Кроме того, ультразвуковая резьбонарезная головка уменьшает усилие резаики в 1,5-1,7 раза за счет точного цонтрирования, позволяет получать резьбу по точности 2 кл., увеличивает стойкость инструмента в 2, а производительность в 3- 4 раза.
Тонкостенные оболочки, заполаеиные жидкостью, позволяют также использовать их в конструкциях головок с более мощными концентраторами, а также создать боле компактную конструкцию за счет уменьшения диаметра мембраны.
Фо р м у л а изобретения
1. Ультразвуковая резьбонарезная головка, содержащая преобразователь с концентратором ультразвуковых колебаний, связанный с корпусом головки посредством мембраны, закрепленной на концентраторе в узловой плоскости, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, качества и
точности обработки, она содержит опорное и прижимное упругие кольца, установленные на корпусе головки с нротивоположных сторон мембраны.
2. Ультразвуковая резьбонарезная головка по п. 1, отличающаяся тем, что упругие кольца выполнены в виде тонкостенных оболочек, заполненных жидкостью.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР N° 389654, кл. В 23В 5/00, 1969.
2.Авторское свидетельство СССР № 406684, кл. В 23Р 1/00, 1972.
3.Розенберг Л. Д. и др. Ультразвуковое резание. М., 1962, с. 144.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковая вращающаяся головка | 1982 |
|
SU1098760A1 |
| Ультразвуковая колебательная система | 1981 |
|
SU986752A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2008 |
|
RU2404031C2 |
| Ультразвуковой инструмент для обра-бОТКи НАРужНыХ цилиНдРичЕСКиХ пОВЕРХ-НОСТЕй | 1979 |
|
SU837797A1 |
| Ультразвуковая головка для обработки стержневых изделий | 1977 |
|
SU704683A1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| Ультразвуковая головка | 1972 |
|
SU546384A1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2250814C1 |
| Устройство для закрепления алмазного круга | 1980 |
|
SU931432A1 |
| Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки | 1981 |
|
SU975333A1 |
