1
Изобретение относится к производству слоистых материалов, например, фанеры.
Известны установки для проклеивания слоистых материалов, например, фанеры с использованием клеевых вальцов с пропуском через них листов или полос шпона вдоль волокон, а укладка проклееных листов или полос шпона в пакеты осушествляется вручную.
Такие установки малопроизводительны изза неполного использования длины вальцов при работе с полосами шпона вместо форматных листов, при этом исключена возможность механизации процесса сборки пакетов.
С целью устранения указанных недостатков известных установок предлагается установка проклеивания и укладки в пакет листового материала, например, шпона, включающая клеевые вальцы, механизмы подачи к ним шпона, стыковки проклеенных листов шпона в ленту и подачи к устройству для укладки шпона в стопу, в которой механизм подачи шпона к клеевым вальцам выполнен в виде установленных между последними со смещением по длине друг относительно друга верхнего и нижнего транспортеров, причем рабочая ветвь верхнего транспортера снабжена пневмокоробом, а над рабочей ветвью нижнего транспортера установлен механизм стыковки проклеенных листов шпона в ленту и подачи ее к устройству для укладки шпона в стопу, которое выполнено в виде транспортера с пневмокоробом, кроме того перед устройством для укладки шпона установлены нол ницы для резки ленты шпона на форматные листы.
На чертеже изображена схема предлагаемой установки.
На транспортере 1 расположена стопа полос шпона 2 с направлением волокон вдоль оси барабанов 3 клеевых вальцов. Механизм подачи полос шпона к клеевым вальцам выполнен в виде установленных между последними со смешением по длине друг относительно друга верхнего 4 и нижнего 5 транспортеров. Рабочая ветвь верхнего транспортера 4 снабжена пневмокоробом 6. Над рабочей ветвью нижнего транспортера 5 установлен механизм стыковки 7 проклееных полос шпона
и их перемещения к устройству 8 укладки полос шпона в стопу. Устройство 8 укладки полос шпона в стопу выполнено в виде транспортера 9 с пневмокоробом 10. Последний снабжен поворотным шибером 11. Под транспортером с пневмокоробом расположена перемещающаяся в поперечном направлении каретка 12. В конце транспортера 9 установлен концевой выключатель 13. Перед устройством для укладки шпона установлены ножницы 14.
Цепи или тросы транспортеров 4 и 5 приводятся в движение шкивами, блоками или звездочками укрепленными на осях 15.
Натяжка цепей (тросов) осуществляется приспособлениями 16. Нижний валец 3 опущен в корыто с клеем 17.
В промежутках между цепями транспортера 1 расположена подъемная площадка 18.
Действие установки осуществляется следующим образом.
Подъемной площадкой 18 стопа полос щпона 2 поднимается до уровня верхнего транспортера 4. Разрежением, созданным в пневмокоробе 6, полосы шпона поочередно подсасываются к коробу и транспортером 4 перемещаются вначале в подвешенном состоянии, а затем между ветвями транспортеров 4 и 5 через барабаны клеевых вальцов 3. Транспортеры 4 и 5 препятствуют шпону с нанесенным на их поверхность клеем наматываться на барабаны и выносят полосы на участок стыковки 7 проклеенных полос шпона в ленту и подачи ее к устройству 8 укладки шпона в стопу (пакет).
На каретку 12 укладывается непроклеенный лист шпона. Подаваемая транспортером 9 проклеенная лента, находящаяся в подвешенном по отношению к коробу 10 состоянии, нажимает на концевой выключатель 13. При
этом шибером 11 выключается разрежение в коробе 10 и включаются ножницы 14. Состыкованный лист проклеенного шпона падает на непроклеенный лист, находящийся на каретке 12. Так операция продолжается до набора пакета заданного количества листов.
Предмет изобретения
Установка проклеивания и укладки в пакет листового материала, например, шпона, включающая клеевые вальцы, механизмы подачи к ним шпона, стыковки проклеенных листов шпона в ленту и подачи к устройству для укладки шпона в стопу, отличающаяся тем, что, с целью повышения производительности установки указанный механизм выполнен в виде установленных между вальцами со смещением по длине друг относительно друга верхнего и нижнего транспортеров, причем рабочая ветвь верхнего транспортера снабжена пневмокоробом, а над рабочей ветвью ниЖ него транспортера установлен механизм стыковки проклеенных листов шпона в ленту, и
подачи ее к устройству для укладки щпона в стопу, которое выполнено в виде транспортера с пневмокоробом, а перед устройством для укладки шпона установлены ножницы для резки ленты шпона на форматные листы.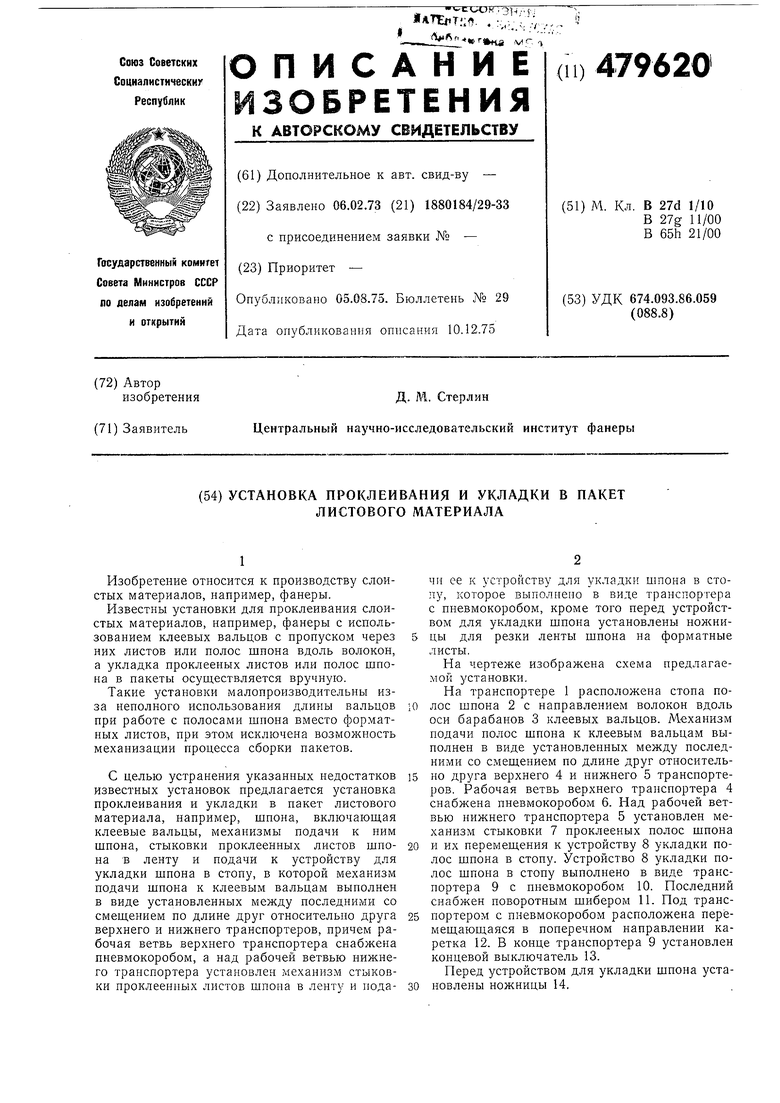

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия рубки, сортировки по размеру и укладки лущенного шпона | 1976 |
|
SU676455A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| Линия для рубки ленты шпона на форматные листы с последующей укладкой их в стопу | 1972 |
|
SU439391A1 |
| Автоматическая линия для сборки многослойных пакетов | 1974 |
|
SU500979A1 |
| Устройство для выравнивания выходящей из сушилки сухой ленты шпона, рубки ее на листы, сортировки и укладки листов на платформы | 1960 |
|
SU138733A1 |
| Устройство для сборки пакетов листовых материалов | 1977 |
|
SU614946A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПАКЕТОВ | 1972 |
|
SU435180A1 |
