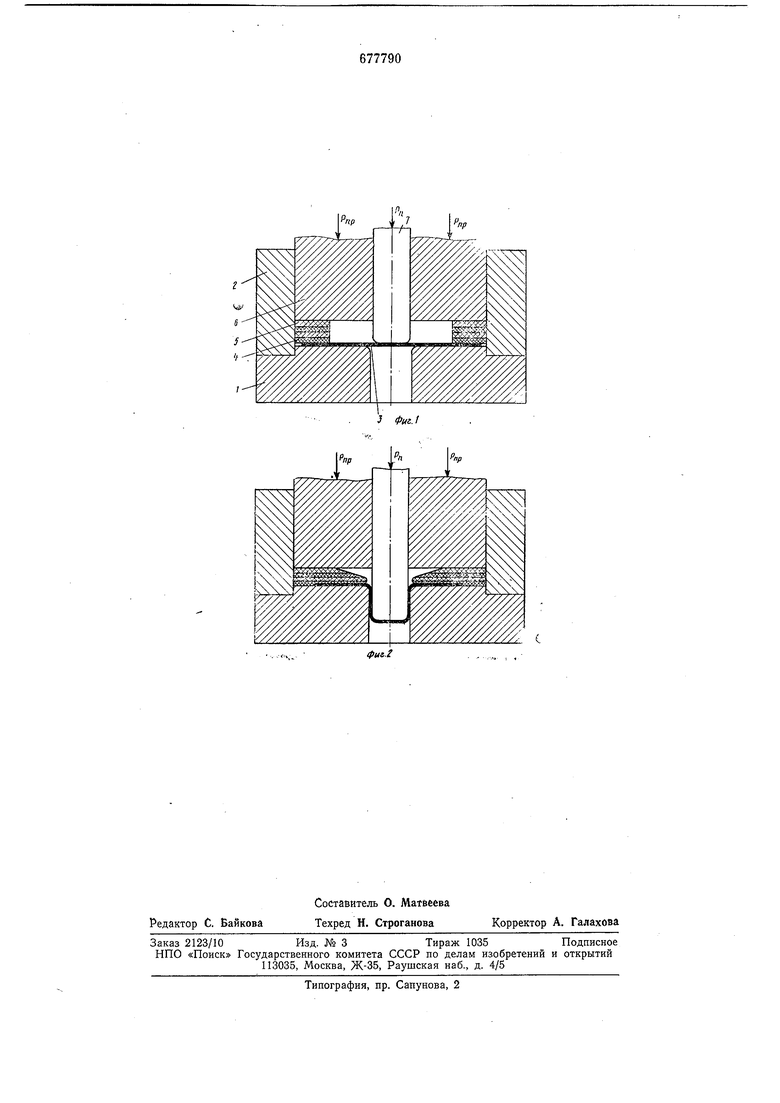
2. На матрице 1 помещена заготовка 3, на которой уложен набор эластичных колец, из которых 4 обладает наименьшей жесткостью, а верхнее 5 - наибольшей. В кольцевой контейнер 2 введен прижим 6, а в его осевом канале установлен пуансон 7.
Работа устройства заключается в следующем. Под действием нагрузки Р„ пуансоны 7 воздействуют на центральную часть заготовки 3, вызывая в ней напряжения, не превосходящие предела упругости.
Прнжим 6 под действием нагрузки Рпр приближается к матрице 1, воздействуя на эластичные кольца. Все кольца при этом подвергаются одинаковой нагрузке, однако в наибольшей степени деформируется нижнее кольцо 4, как менее жесткое, в то время как остальные кольца практически сохраняют первоначальные размеры. Кольцо 4 имеет небольшую высоту и поэтому вскоре достигает предельной деформации, лишь частично перекрыв свободную поверхность заготовки 3. С уменьшением толшины кольца 4 жесткость набора колец увеличивается, и сила Рпр должна увеличиваться для продолжения процесса вытяжки. С увеличением силы Рпр энергичней начинают деформироваться кольца, близкие к заготовке 3. Удельное давление возрастает, в значительной степени возрастают и активные силы трения на поверхности заготовки 3. Постепенно Рпр увеличивается, все больше деформируются остальные эластичные кольца, внлоть до верхнего кольца 5. Удельное давление высоко увеличивается, повышая и активные силы трения, которые вводят материал заготовки 3 в пластичное состояние и направляют его к центру, где пуансон 7 направляет его в полость матрицы 1.
При значительных степенях вытяжки усилие прижима 6 Рпр периодически снижается до нуля, а затем снова возрастает до максимума, т. е. деформирование эластичных колец происходит многократно.
Использование набора эластичных колец различной жесткости позволяет объединить положительные качества твердых и мягких
эластомеров. Набор колец обладает способностью создавать высокие удельные давления, обладая при этом на границе с заготовкой высоким коэффициентом трения. Это позволяет достичь коэффициента трения на поверхности заготовки порядка 0,70-ь0,80 при удельных давлениях в эластичном материале порядка 800 кг/см. В то же время коэффициент твердых эластомеров, способных работать при таких удельных давлениях в случае изготовления всего эластичного блока из этого материала, составит всего 0,10-f-0,15. В результате применения набора эластичных колец различной твердости, интенсивность активных сил трения повысится в 2-3 раза. И поэтому штамповку-вытяжку силами трения можно применять для вытяжки более прочных материалов, более
труднодеформируемых, с большей толщиной листа. Целесообразным является применение набора эластичных колец при- вытяжке стальных или титановых сплавов при степенях вытяжки ,5-ьЗ,2. Практически целесообразным количеством слоев является 3-5, при общей толщине 8-10 мм.
Формула изобретения
Устройство для глубокой вытяжки, содержащее пуансон, матрицу, прижим, установленный на матрице кольцевой контейнер, охватывающий прижим, и эластичный блок, размещенный между матрицей и прижимом, отличающийся тем, что, сцелью расширения технологических возможностей устройства за счет обеспечения вытяжки изделий из труднодеформируемых материалов, эластичный блок имеет переменную жесткость, увеличивающуюся в направлении прижима, и выполнен в виде набора эластичных колец различной ,жесткости.
Источники информации, нринятые во внимание при экспертизе
1. Авторское свидетельство СССР № 479531, кл. В 21 D 22/10, 1973.
2. Мещерин В. Т. Атлас «Листовая штамповка, «Машгиз, 1975, с. 104, рис. 264 (прототип).
f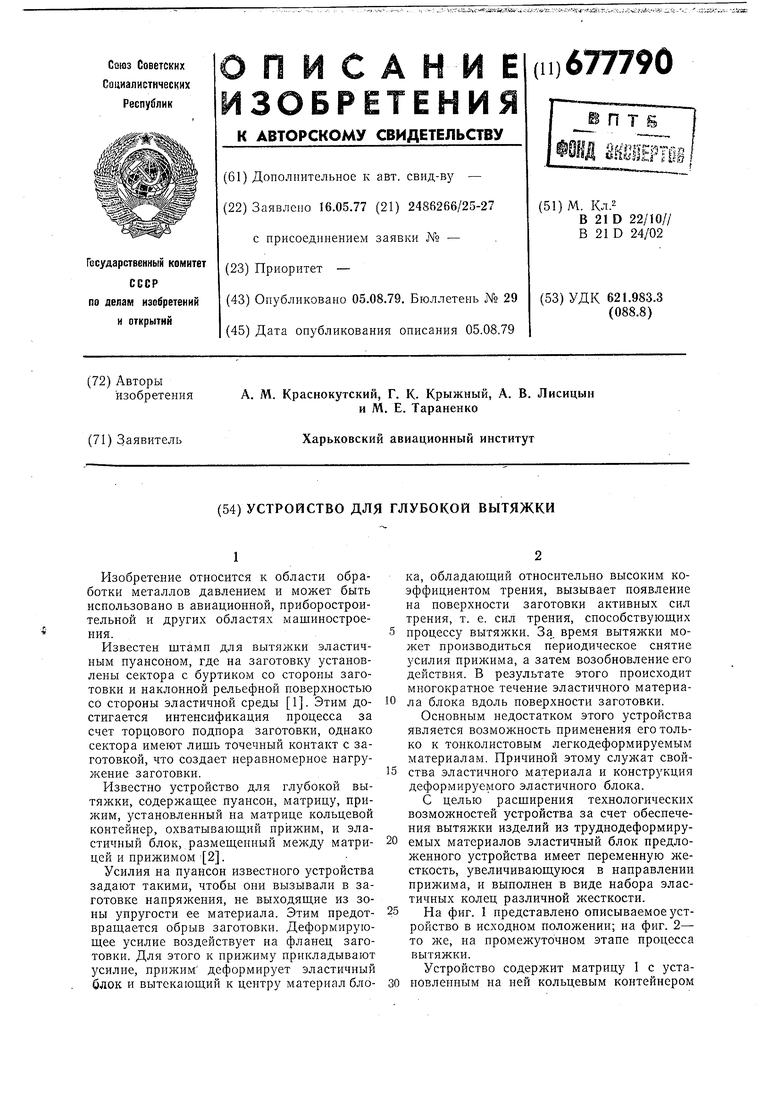
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Штамп для глубокой вытяжкиС РАдиАльНыМ пОдпОРОМ | 1979 |
|
SU793682A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |