1
Изобретение относится к обработке металлов давлением, а именно к штампам для глубокой вытяжки с радиальным подпором, и может быть исиользовано в отраслях машиностроения, где требуется изготавливать полые детали с большой относительной высотой.
Известен штамп, в котором в качестве упругого элемента, осуш,ествляющего иодпор заготовки, применен набор металлических оболочек конической формы. Большая жесткость оболочек упругого элемента этого штампа в силу их замкнутости по диаметру приводит к необходимости возбуждения большого количества пульсаций прижима для получения глубоких деталей 1.
Известен также штамп, содержаш,ий пуансон, матрицу и пульсируюш,ий прижим с размещенным в нем упругим многослойным элементом конической формы, меньшее основание которого обраш,ено к рабочей поверхности матрицы. В оболочках предусмотрены сквозные открытые с одной стороны пазы, расположенные в шахматном порядке, Наличие пазов в оболочках «размыкает их по диаметру, уменьшает их Жесткость и, тем самым, увеличивает величину прогиба (радиального перемеш,ения) лепестков упругого элемента и фланца
штампуемой заготовки 2. Это дает сокрашение количества вытяжных переходов.
Недостатком этого устройства является
большая трудоемкость изготовления оболочек упругого элемента, обусловленная тем, что для изготовления каждой оболочки требуется своя индивидуальная оснастка.
Целью изобретения является снижение трудоемкости изготовления штампа.
Указанная цель достигается тем, что упругий элемент выполнен в виде набора металлических закаленных игл, оси которых направлены по образуюш,им конической поверхности соответствуюш их слоев.
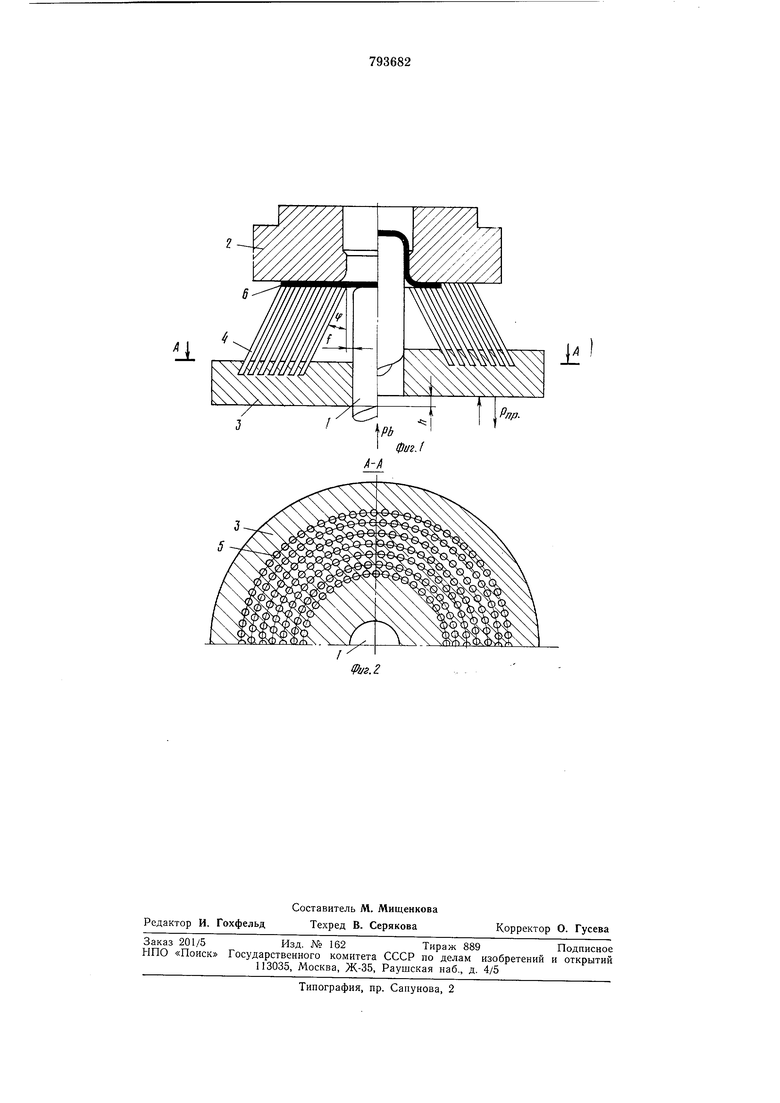
На фиг. 1 изображен общий вид предлагаемой конструкции в продольном разрезе, на котором слева от оси симметрии ноказан штамп в исходном положении, справа - положение штампа в промежуточный момент
вытяжки; на фиг. 2 - разрез А-А фиг. 1.
Штамп содержит пуансон 1, матрицу 2 и
прижим 3 с размещенным в нем упругим
многослойным элементом 4.
Упругий элемент 4 представляет собой
набор металлических закаленных игл (проволоки) 5, изготавливаемых, например, из пружинной стали марок 60С2А, 65Г и т. п. 1ехнология изготовления игл 5 такова: из проволоки требуемого диаметра нарезаются иглы необходимой длины с припуском
под дальнейшую обработку, после чего иглы подвергаются термической обработке. Затем иглы 5 устанавливают по скол(ззяш,ей посадке в глухие отверстия, предусмотренные в прижиме 3, так, что они равнорасиолагаются в тангенциальном направлепип и имеют угол наклона ф к оси штампа, т. е. их оси направлены по образующим конической поверхности соответствуюших слоев. Торцы игл 5 шлифуют в сборе. Внутренний радиус упругого элемента 4 должен превышать радиуе иуансона 1 на величину единичного (за одну пульсацию). радиального перемещенпя /, наружный - должен быть не менее радиуса заготовки 6.
В предлагаемом штампе предусмотрено нижнее расположение пуансона 1 и прижима 3 с упругим элементом 4 для упрощения конструкции. Допустимо и верхнее расположение пуанеона 1 и ирпжима 3 с упругим элементом 4, но в этом случае следует предусмотреть крепление игл 5 в прижиме 3.
Штами работает следующим образом.
На торец упрзгого элемента 4 устанавливают заготовку 6. Прижим 3 с упругим элементом 4 и установленной на нем заготовкой 6 поднимают до тех пор, пока заготовка 6 не коснется рабочей поверхности матрицы 2. Прижим 3 нагружают усилием, достаточным для предотвращения потери устойчивости (гофрообразованпя) заготовки в процессе формообразования (вытяжки). Пуансон 1 поднимают до касания центральной части заготовки 6 и нагружают усилием Рв, близким к разрушающему материал заготовки.
Поеле этого на прижим 3 с упругим элементом 4 воздействуют циклической нагрузкой РПР- Под действием этой нагрузки прижим 3 с упругим элементом 4 перемещается на величину /г. Иглы 5, один конец которых жестко заделан в прижиме 3, а другой - консольный контактирует с заготовкой 6, упруго деформируются (изгибаются) и, преодолевая сопротивление штампуемого материала пластической деформации, перемещают фланцевую часть заготовки 6 в радиальном направлении к оси щтампуемого изделия на величину /, т. е. создают радиальный подпор фланцевой части, .заготовки, что приводит к сокращению диаметра фланца заготовки 6. Таким образом осуществляется процесс свертки (вытяжки), в котором основную роль играет радиальный подпор, создаваемый упругим
элементом 4. Пуансон 1 же выполняет второстененную роль и служит скорее для создания центрированного зазора между пуансоном и матрицей.
При возвращении прижима 3 в исходное положение после снятия нагрузки Рпр иглы 5 принимают прежнюю форму («выпрямляются). Для получения готовой дета-ли следует повторить цикл пульсаций
необходимое количеетво раз.
Количество, геометрические параметры игл 5 (диаметр, длина), а также угол наклона ф, обусловливающие жесткость упругого элемента 4, устанавливают в завиеимоети от размеров и механических свойств материала заготовки.
Величина радиального зазора / между пуансоном 1 и упругим элементом 4 долл-:на быть с одной стороны по возможности
большей, а с другой - не превышать величину, позволяющую предотвратить образование гофр. Из таких же соображений назначают раестояние между иглами 5, т. е. нлотность.
Таким образом, предлагаемая конструкция штампа обеспечивает оптимальную жесткость упругого элемента и технологичность его изготовления, что приводит к снижению еебестоимостп штампа ориентировочно на 30%, сокращению сроков подготовки производства при одновременном улучщении условий формообразования.
Формула изобретения
Штамп для глубокой вытяжки с радиальным подпором, содержащий пуансон, матрицу и пульсирующий прижим с размещенным в нем упругим многослойным элементом конической формы, меньшее основание которого обращено к рабочей поверхности матрицы, отличающийся тем, что, с целью снижения трудоемкости изготовления штампа, упругий элемент выполнен в
виде набора металлических закаленных игл, оси которых направлены по образующим конической поверхности соответствующих слоев.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельетво СССР № 436689, кл. В 21D 22/22, 11.01.73.
2.Авторское свидетельство СССР № 617119, кл. В 2ID 22/22, 25.02.77 (прототип).
li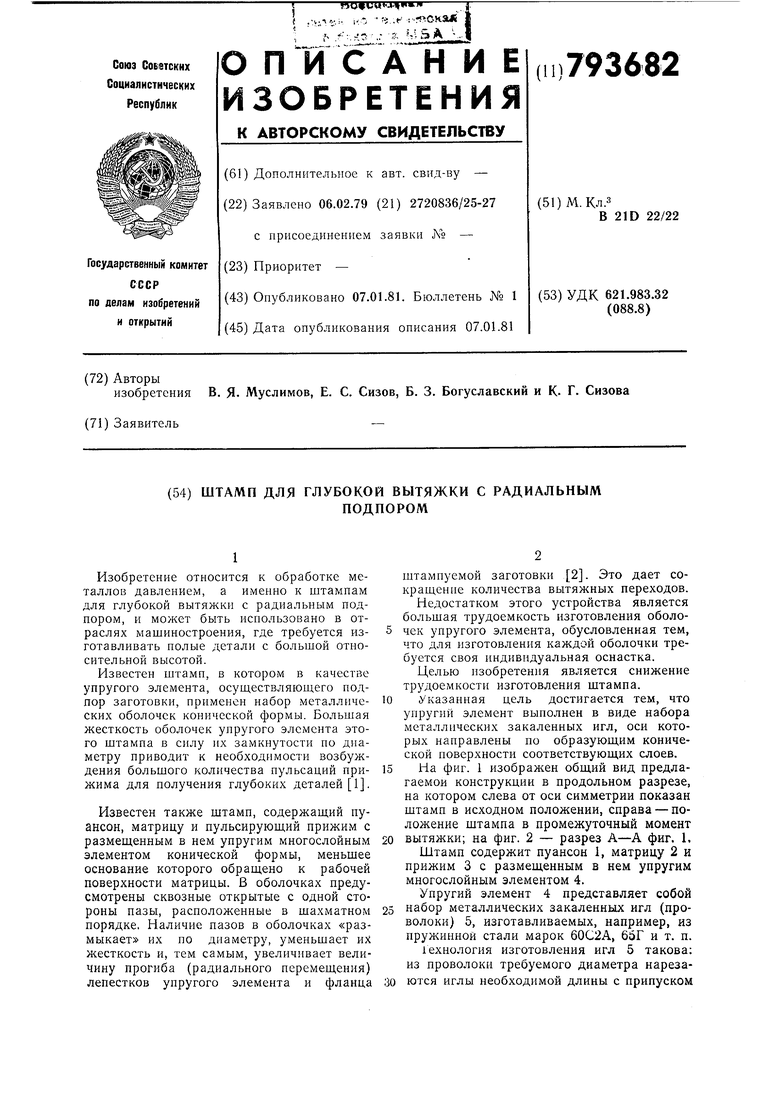
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU703188A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU700238A1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU737066A2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU617119A1 |
| Способ вытяжки полых изделий | 1981 |
|
SU997915A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |