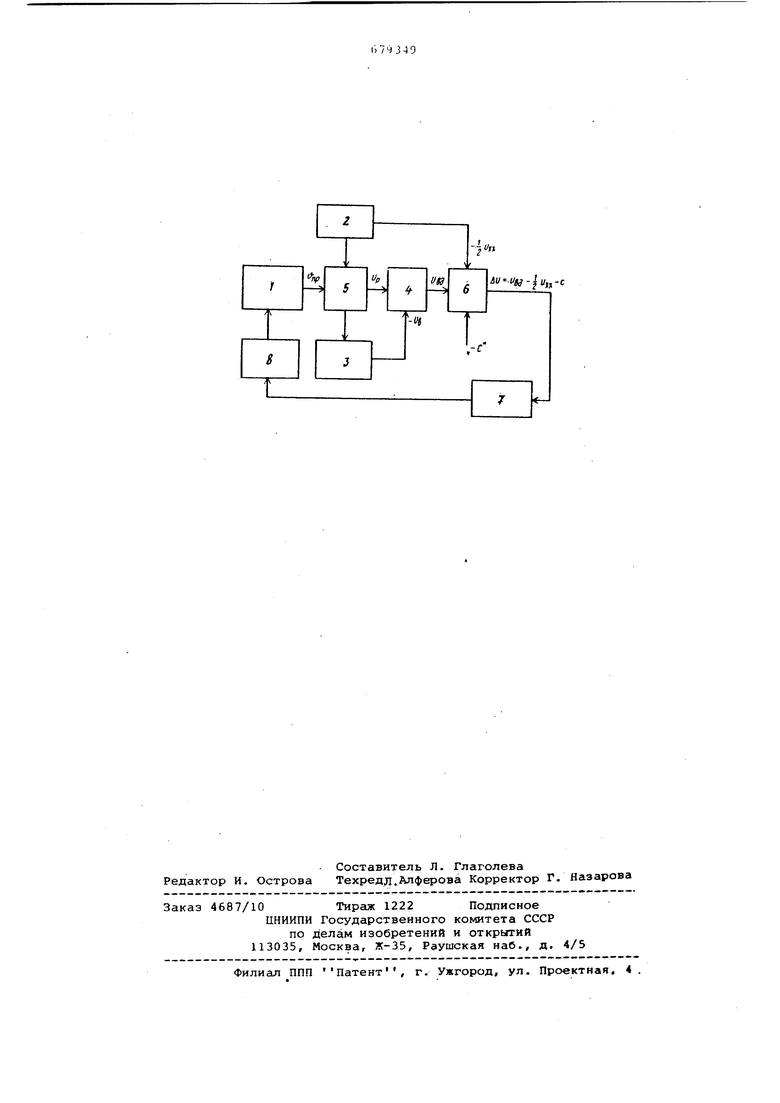
Изобретение относится к автоматическому регулированию и управлению процессами дуговой сварки и может быть использовано при автоматической и полуавтоматической сварке с систематическими короткими замыканиями дугового промежутка в среде защитных газов. Известно устройство для регулирования процесса дуговой сварки, преимущественно с короткими замыканиями дугового промежутка, содержащее источник питания,исполнительный меха низм, блок сравнения задающего и рабочего напряжения на дуговом промежутке и усилитель сигнала рассогла сования 1J .. Однако известное устройство, поддерживает заранее заданную величину напряжения на дуге,- которая часто не является оптимальной для данных условий сварки, что значительно ухуд шает стабильность процесса. Цель изобретения - повышение стабильности процесса сварки и снижение потерь на угар и разбрызгивание. Для достижения этой цели в устрой ство введены измеритель падения напряжения на вылете электрода и дополнительный блок сравнения,воспроизводящий сигнал рассогласования , определяемый зависимостью: AU-Ueg-l UKX-C причем указанный измеритель падения напряжения своим входом подк.гпочен к дуговому промеж утку, а выходом - к блоку сравнения , вход которого подключен также к дуговому промежутку, а выход б.лока сравнения и источника питания подключены к выходу дополнительного блока сравнения. На чертеже приведена схема устройства. Устройство содержит механизм подачи электродной проволоки 1, источник питания 2,измеритель падения напряжения на вылете электродной проволоки 3 (ИПВ), блок сравнения 4 рабочего напряжения дуги и падения напряжения на дуговом пpof/Ieжyткe 5, дополнительный блок сравнения 6, воспроизводящий сигнал рассогласования, определяемый зависимостью U UBg-iU.x-l , реверсивный усилитель 7 (РУ) и исполнительный механизм 8 (ИИ). Известно, что при сварке с короткими замыканиями при повышении ра бочего напряжения U на дуге вымс
его оптимального значения или при понижении рабочего напряжения ухудшается стабильность процесса .сварки и существенно увеличивается разбрызгивание. Теоретически и опытным путем установлено, что процесс еще устойчив, напряжение иа дуге и
в
отличающееся от рабочего напряжения и на величину падения напряжения н
вылете электрода U , равно половине
В
напряжения холостого хода U источника с пологопадающей внешней Характеристикой. В этом случае мощность, отдаваемая источником в дугу соответствует минимальной мощности, необходимой для устойчивого процесса плавления и переноса электроднЪго металла.
Если и 1/2U , мощности, отдавдXX
ваемрй источником в дугу, недостаточно для обеспечения устойчивого плавления проволоки, это приводит к нарушению процесса дпавления и переноса металла и, следовательно, к повилыенному разбрызгиванию (до 20 - 251) .
Если ивд Д/2и мсшности, отдаваемой источником в дугу, больше минимально необходИмбй мощности для устойчивого плавления и переноса металла; то при значительном превышении 1/2и -нарушается стабильность процесса сварки, что также сопровождается по.вышенным разбрызгиванием (15 - 20%).
Следовательно, с нелью уменьшения потерь на угар и разбрызгивание
Ис-желательно удерживать систему
точник питания - дуга при котором и 1/21}
ВДХХ
зи с тем,что последнее условие является условием нижней границы ус тойчивого др|О цесса сварки с короткиMk Эс1мыканиями, регулирование нужно вести по условию:
+ С,
где С - запас устойчивости, равный 0,5 - 1,0 в. Таким образом, для повьяиения устойчивости процесса свфки и уменьшения потерь на угар и разбрызгивание, необходимо удерживать систему Источник питания - дуга в состоянии, когда
. . - Устройство работает следующим образом.
Напряжение U между токопоЬводящим мундштуком и детёшью поступает на измеритель падения напряжения UgHa. вылете (ИПВ) и блок сравнения, сигнал на выходе которого равен Ug. Этот сигнал сравнивается в дополнительном блоке сравнения с напряжением 1/20 и заданием запаса устойчивости ,5 - 1,0 в,
Сигнал рассогласованияди с выхода дополнительного блока сравнения равный
-(1/2и С),
поступает на реверсивный усилитель РУ, который управляет исполнительным механизмом ИМ, связанным с реостатом в цепи обмотки управления двигателя подачи электродной проволоки.
Если сигнал ли О, исполнительный механизм увеличит, а при ди Оуменьшит скорость подачи проволоки до тех пор, пока не выполнится равенство и 1/2и„„ + С.
вд
XX
Формула изобретения
Устройство для регулирования процесса дуговой сварки, преимущественно с короткими замыканиями дугового промежутка, содержащее источни питания, исполнительный механизм, блок сравнения задающего и рабочего напряжения на дуговом промежутке и усилитель сигнала рассогласования, отличающееся тем, что, с целью повышения стабильности процесса сварки и снижения потерь на угар и разбрызгивание, в устройство введены измеритель падения напряжения на вылете электрода и дополнительный блок сравнения, воспроизводящий сигнал рассогласования определяемый зависимостью: ли - 1/20 - С,
причем указанный измеритель падения -напряжения своим входом подключен к дуговому промежутку,а выходом - кблоку сравнения/вход которого подключен также к дуговомупромежутку,а выход блока сравнения и источника питания подключен ко входу дополнительного блока сравнения,
Источники информации, принятые во внимание при экспертизе
1, Бай Р.Д. и др. Управление следящими электроприводами с применением цифровых устройств. М.: Энергия, 1969, с. 4, рис. 1.
ЛУ--с«-/и„-с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Устройство для дуговой сварки плавящимся электродом | 1986 |
|
SU1329932A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ | 1990 |
|
SU1743064A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1462609A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩЕЙСЯ ПРОВОЛОКОЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474487C1 |
| Способ регулирования процесса дуговой сварки | 1972 |
|
SU565787A1 |
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |