Изобретение относится к сварке, в частности к автоматическому оборудованию для сварки плавящимся электродом с короткими замыканиями дугового промежутка, где сигнал управления снимают с дугового промежутка.
Цель изобретения - улучшение качества сварки путем уменьшения влияния помех на точность регулирования.
На чертеже схематично изображено предлагаемое устройство.
Устройство содержит приводной механизм 1 подачи электродной проволоки 2, источник 3 питания, подключенный своими клеммами к изделию и мунд щтуку А, связанному через электродну проволоку 2 с металлической катушкой 5,-на которую она намотана. Катушка
5свободно насажена на металлическую ось 6. Датчик 7 состояния жидкой перемычки с изолятором разделительного конденсатора в виде втулки 8 подклю- .чен своим входом к металлической оси
6катушки 5. Конец электродной проволоки 2 подключен непосредственно к катушке 5, При этом втулка 8 размещена между металлической катушкой 5 и металлической осью 6 и жестко связана с одним из этих элементов, образуя таким образом разделитель у1 й конденсатор датчика 7. Выход датчика 7 состояния жидкой перемычки подключен к входу элемента 9 сравнения, другой вход которого подключен к задатчику
10порогового напряжения, а выход к приводному механизму 1 подачи элекродной проволоки 2, свободный конец
11которой подключен непосредственно к катушке 5.
Разделительный конденсатор, образованный металлической осью 6, втулкой 8 из диэлектрического материала (например, фторопласта) и каркасом катушки 5, в зависимости от толщины втулки и площади перекрытия цилиндрических поверхностей катушки и оси имеет емкость от 100 до 1000 пФ и вьше. Измерительный датчик 7 состояния жидкой перемычки с входным сопротивлением 1 МОм и выше, подключенный к образованному конденсатору, обеспечивает высококачественное выделение переменного сигнала напряжения дугового промежутка в требуемом диапазоне низких звуковых частот. При этом также устраняется погрешность, вносимая, изменением сопротивления
-
3299322
электродной проволоки 2 при ее подаче в зоне сварки, так как максимальное сопротивление электродной прово- , локи (перед сваркой) в 10 - 10 раз меньше входного сопротивления указанного измерительного датчика 7.
Устройство для дуговой сварки плавящимся электродом работает следу10 ющим образом.
Перед началом сварки устройство находится в нерабочем положении. При этом электродная проволока 2, намотанная на катушку 5, проходит через
15 механизм 1 ее подачи и мундштук 4, Конец проволоки 2 подводят к свариваемому изделию, к которому подключают один полюс источника 3 питания, другой полюс которого подключен к мунд20 штуку.
Включают привод подачи 1 электродной проволоки 2 в сторону изделия и известным способом осуществляют сварку плавящимся электродом с короткими
25 замыканиями дугового промежутка. Для управления процессом сварки с целью обеспечения минимального разбрызгивания металла и качественного форми- рования шва необходимо изменять ско30 рость подачи электродной проволоки 2 С помощью механизма 1 ее подачи (см. чертеж). Сигналом обратной связи о состоянии жидкой перемычки в момент короткого замыкания служит перемен25 ная составляющая и падение напряжения между электродной проволокой 2 и изделием, соединенным с источником 3 питания.
Учитывая, что каркас катушки 5
40 изолирован от изделия, а входное сопротивление датчика 7 в 10 - 10 раз больше; сопротивления электродной проволоки 2, при сварке между каркасом катушки 5, подключенным
45 к электродной проволоке, и изделием устанавливается напряжение, равное сумме падения напряжения на вылете Ug и напряжения U между плавящимся концом электродной проволоки и изделием (см. чертеж). Падение напряже50
ния и„, обусловленное контактным
М 5
сопротивлением между мундштуком и проволокой, определяется не только физико-химическим состоянием контак- 55 та, наличием масел, пыли, других загрязнений, но также величиной и направлением сварочного тока, протекание которого в месте контакта нап- ра1злено преим ьтцественно по нормали
поверхности проволоки (мундштука), вследствие чего указанная величина падения напряжения U., не будет сумт
мироваться с напряжением U и 1)3. При отсутствии в паре мундштук - электродная проволока непосредственного контакта падение напряжения U определяется электрофизическими свойствами газа, заполняющего зазор, а также величиной зазора. Значения и скачки (пики) U могут достигать 10% от величины Ug, снижая точность измеряемого напряжения, При коротком замыкании переменная (U) составляющая напряжения и„ через указанный разделительный конденсатор поступает на высокоомный вход датчика 7 состоя- жидкой перемычки.
После обработки (выпрямления) полученный сигнал поступает с датчика 7 на вход элемента 9 сравнения, на другой вход которого поступает сигнал и„(5 от задатчика 10 порогового напряжения. В элементе 9 сравнения происходит сравнение поступивших сигналов и Uj,j, и по результату сравнения вырабатывается сигнал Uynp на управление в приводной механизм 1 подачи электродной проволоки. В устройстве катушка 5 выполняет двойную функцию: используется в качестве кассеты для электродной проволоки и в качестве обкладки разделительного конденсатора. Это позволяет осущест- вить выделение переменной (U) составляющей сигнала с плавящегося конца электродной проволоки, т.е. уменьшить влияние помех, имеющихся, например, в сигнале, снимаемом непосредственно
с мундш1 ука 4. Выделенный таким образом (см. чертеж) сигнал U позволяет более точно производить управление процессом сварки плавящимся электродом с короткими замыканиями дугового промежутка и тем самьм обеспечить более высокое качество сварки (уменьшение разбрызгивания, грубочешуйча- тости).
Формула изобретения
Устройство для дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, содержащее приводной механизм подачи электродной проволоки, источник питания, подключенный к мундштуку с
проходящей через него электродной проволокой, намотанной на катушку из электропроводного материала, свободно насаженную на ось из электропроводного материала, датчик состояния
жидкой перемычки с разделительным конденсатором, элемент сравнения и задатчик порогового напряжения, о т- личающее ся тем, что, с це- .лью улучшения качества сварки путем
уменьшения влияния помех на точность регулирования процесса, вход датчика состояния жидкой перемычки непосредственно подключен к оси, свободный конец электродной проволоки электрически соединен с катушкой, между осью и катушкой установлена втулка из электроизоляционного материала, жестко связанная с одним из этих элементов с возможностью проскальзывания
относительно другого из Hiix.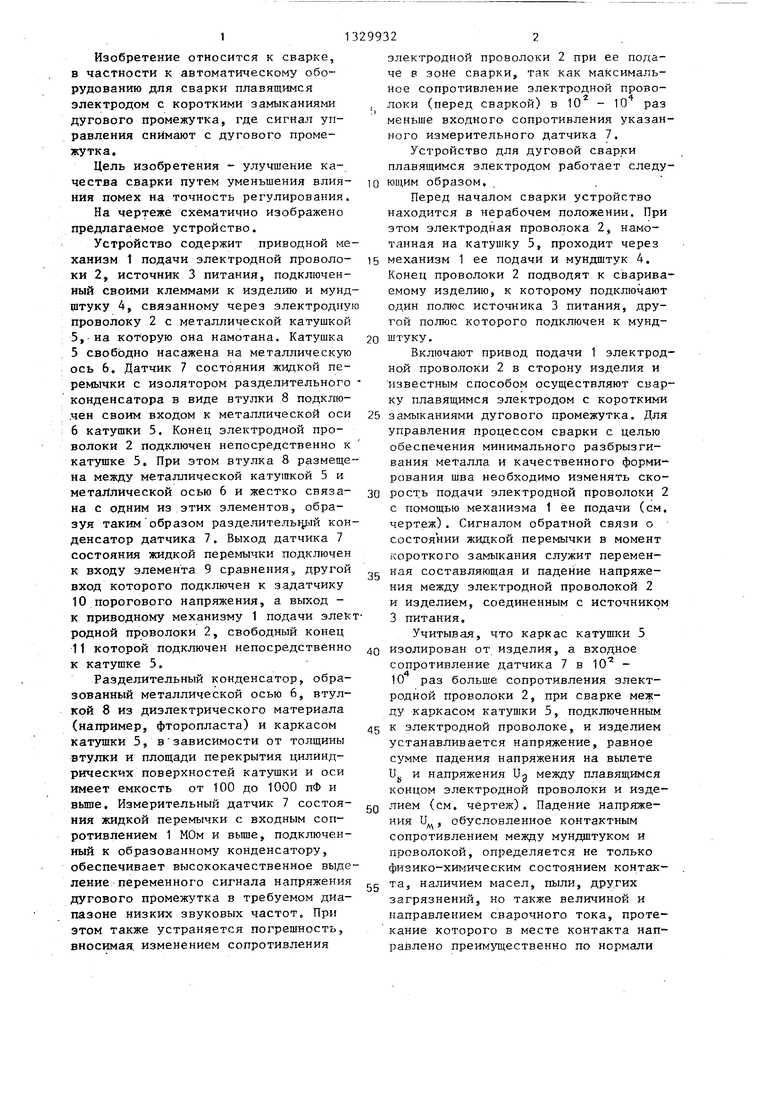
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩЕЙСЯ ПРОВОЛОКОЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474487C1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1980 |
|
SU941065A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1986 |
|
SU1362584A1 |
| Способ возбуждения дуги | 1983 |
|
SU1119801A1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1990 |
|
SU1712096A1 |
Изобретение относится к автоматизации оборудования для сварки пла вящимся электродом с короткими замыканиями дугового промежутка и может найти применение в различных отраслях народного хозяйства. Изобретение позволяет повысить качество свар- ки за счет более точного регулирования процесса путем уменьшения влияния помех, накладываемых на полезный сигнал. Это достигается за счет использования в устройстве для дуговой сварки в качестве обкладок разделительного конденсатора катушки для электродной проволоки и оси, на которой размещена катушка, выполненных из электропроводного материала, а также непосредственного подключения входа датчика состояния жидкой пере- мычки к оси. Совмещение катушкой конструктивной функции (размещение на ней электродной проволоки) и электрической (разделительный конденсатор) обеспечило достижение цели, 1 ил. (Л
Редактор Е.Копча
Составитель В Грибова
Техред ЛиСердюкова Корректор М.Пожо
Заказ 3521/15 Тираж 974Подписное
ВНЙИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,, Ж-35з Раушская наб„, д. 4/5
Производственно-полиграфическое предприятие, .г Ужгород, ул.Проектная, Л
| Львов Н.С | |||
| и Гладков Э.А | |||
| Автоматика и автоматизация сварочных процессов | |||
| М.: Машиностроение, 1982, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
