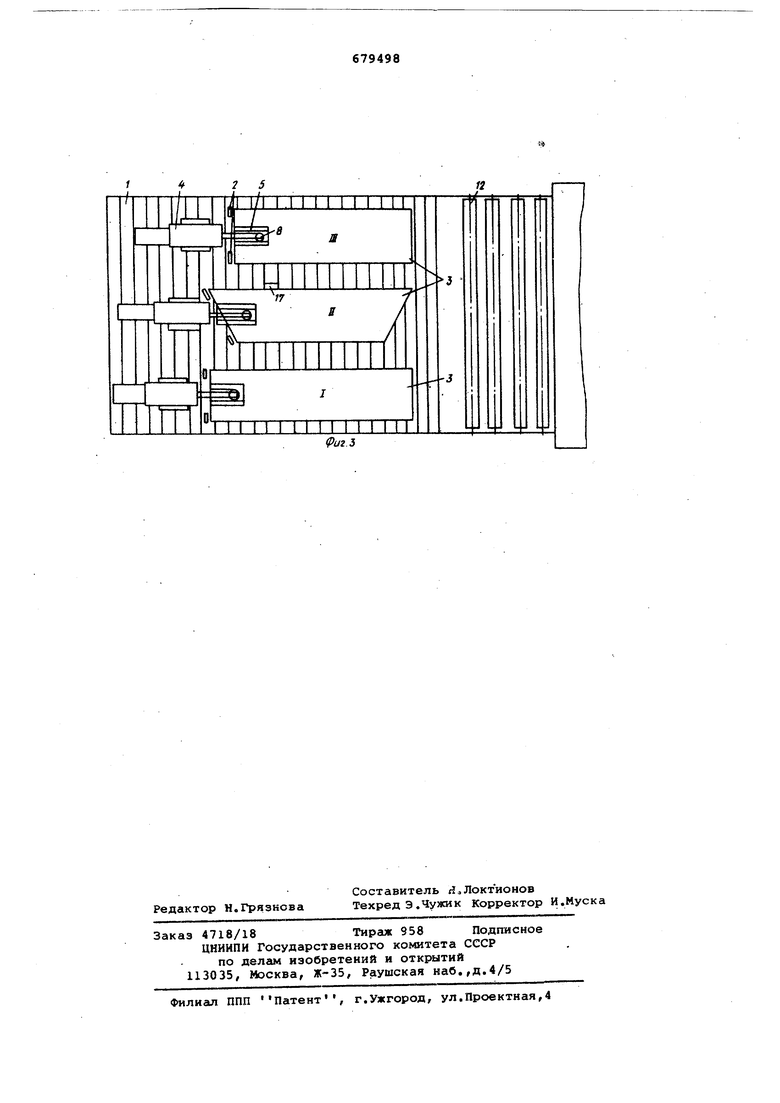
Изобретение отврсится к устройствам подачи в зону обработки тонко листовых пластин, обладающих магнит ными свойствами, и может испол зовано в электротехнике при изготов лении магнитопроводов индукционных аппаратов. Известно устройство подачи пластин магнитопроводов из стопы на кон вейер отжиговой печи, содержащее стол, магнитный распушитель, выпол ненный в виде злектромагнитов, установленных перед стопой, средство Щ1Я захвата и перемещения пластин в виде пневмоприсосок и подгиощие валки 1. Данное техническое решение явля ся наиболее близким к изобретению, однако применение пневмоприсосок не исключает случаев захвата нескольких пластин одновременно, так как для срабатывания присосок необходимо значительное усилие нажатия их на стопу, вследствие чего действие распушителя подавляется. пластины слипаются а электромагниты распушителя из-за перегрузок часто выхолят из строя. При недостаточности герметичности при,сосок или снижения их эластичности и упругости пластины отрываются и падгиот, не достигнув подгиощих валков при перемещении к ним. Цель изобретения - повышение качества подачи и упрощение кон- струкции. Поставленная цель достигается тем, что средство для захвата и перемещения пластин содеркит консоль, установленную с возможностью горизонтального перемещения, на конце которой смонтирована втулка, установленную во втулке с возможностью возвратно-поступательного перемещения вертнкгшьную.штангу н крючок для захвата пластин, шарнирно закрепленный на нижнем конце штанги, при этом магнитный распушитель установлен под консолью, а стол связан с подающими валками посредством сменных направляющих. Привод средства для захвата и перемещения пластин и магнитный распушитель установлены с возмсжностью перестановки вдоль стола в зависимости от длины пластин. На фиг.1 изображено предлагаемое устройство, вид сбоку; на фиг.2 втулка на конце консоли с вертикальной штангой и шарнирно установленным на ее конце крючком для захвата пластин; на фиг.З - несколько устройств (1,11, WJ..установленных в зависимое от длины и формы пластин для раздельнрй или одновременной работы, вид в плане. Устройство содержит неподвижно установленный стол I; (фиг. 1-3), имеющий ребристую поверхность, маг нитный распушитель 2 (фиг.1 ),вы ненный в виде электромагнитов и установленный за стопой 3 с максима льным приближением к ней, средство захвата и перемещения пластин в виде подвижной отпривода, например пневмоцилиндра 4, горизонтальной консоли 5, жестко связанной со штоком 6 () пнеэ1«: цилиндра 4. da конце л рнсрли смонтирована втул ка 7(фйгД-2), в которюй установлена с возможноот-ью возвратно-поступа гельиого перемещеийя вертикальная штанга 8, на нижнем конце которой шарнирно установлен захват 9 в виде крючка 10 (фиг.2), вмонтированного в бжшлачок 11 из материала с малым коэффициентом трения. Для направленного перемещения пластин к подающим валкам 12 (фиг.1) стол 1 связан с указанш и з валками направляющей 13, которая выполнена сменной с целью обеспечения возмож ности приближения к валкам 12 или удаления от них стопы 3. Подакицие валки 12 сшужат для подачи пластин на конвейер 14 обрабатывающего агр гата 15, например отжиговой печи. Привод 4 средства для захвата и перемещения пластин и магнитный распушитель 2 установлены с возмок ностью перемещения вдоль стола в зависимости от длины пластин в стопе (см.фиг.З), для чего в основ нии их корпусов выполнены пазы, взаимодействукявие с. ребрами 16 (фиг.1) на поверхности стола 1. Дл исключения перекосов при подаче пластин с косоугольиьачн торцалм у стопы 3 установлен объе1«1ый уцор 17 в виде вертикальной. СТОЙКИ, вза действующей с продольной кромкой пластин. . Работает устройство сявдукидим образом. На стол 1 (фиг.1) устанавливает ся стопа- 3 с таким расчетом, чтобы от переднего гкэ ходу подачи торца ее до п6даюа{их валков 12 по эволь венте В, образуемой ней сдвигаемой пластиной, расстоя ние было не более величины хода штока 6 пнев1 эцилинда а 4.Стол 1 со .няется с подающи1 и вгшкё1ми 12 соот ствующей расстоянию до них сменн направляющей 13, а магнитный распу шитель 2 и привод 4 средства захв и перемещения пластин устанавливаются на столе 1 за стопой 3 так, чтобы распушитель имел максимальн приближение к заднему торцу стопы, а привод находился на расстоянии, равном величине хода штока 6. При включении питания злектромагнитов образуется магнитное поле, создающее одноименную намагниченность пластин в стопе, благодаря чему пластины отталкиваются друг от друга, и вблизи полюсов распушителя, где наиболее интенсивно действие магнитного поля, между ними образуется клиновой воздушный зазор. Конец верхней пластины, отталкиваясь от соседней (низлежащей), удерживается на уровне магнитной оси полюсов. Благодаря этому шарнирно закрепленный на нижнем конце штанги 8 захват 9 в отведенном крайнем заднем полсисении автоматически захватывает пластину крючком, 10 (показано пунктиром на фиг.1). При включении привода 4 шток б совершает движение вперед по ходу подачи и пластина перемещается к по- дающим валкам 12, которые захватывают конец ее и, продолжая тянуть, проталкивают на конвейер 14 обрабатывающего агрегата 15. При обратном , ходе штока 6 захват 9, скользя по поверхности стопы, возвращается в исходное положение и крючок 10 захватывает приподнятый распушителем конец очередной пластины. Как только задний конец пластины, подаваемрй;, валками 12, покинет зону с чувстви- . тельным элементом (на черт1:ежё не пйказаи), установленньш между стопой 3 и валками 12, выдается команда, на включение привода 4, и захваченная крючком 10 очередиая пластина перемещается к подающим валкам 12. По мере уменьшения высоты стопы 3 свободно посаженная во втулке 7. ятанга 8 aaTOMatMMecKH опускается на TontuHHy одной пластины за один ход штока б привода 4. Выполиенный из материала с малым коэффициентом трения башмачок 11 с крючком 10 благодаря сравнительно малому весу штанги S свободно скользит по пластинам, не повреждая их поверхности. Для подачи йластинч с косоугольными торцами (И,фиг.З) у боковой стороны стопы 3 устанавливается упор-стойка 17, гфедотвращающая перекос пластины при перемещении ее к валкэм 12 :и возможность .кивания крючка 10. При малой ширине пластин и дост аточкой ширине конвейера на столе i параллельно может быть установлено йесколько стоп пластин одинако.вой или различной длины (фиг.З), за которыми устанавливается соответствующее число распушителей и средств захвата и перемещения пластин с индивидуальными приводами.
Предложенное техническое решение обеспечивает упрощение конструкции и повышение качества подачи тонких ферромагнитных пластин за счет исключения возможности захвата одновременио нескольких пластии.
Формула изобретения
f. Устройство для подачи ферро- |0 магнитных пластин из стопы, сод1ержацее стол, магиитиый распувштель, выполненный в виде электромагнитов, средство для захвата и перемещения пластин, привод средства для захвата J5 и перемещения пластин и подающие валки, отличающееся тем, 4ЧТО,. с целью повьшения качества под чи;и упрощеиия конструкции, средство для захвата и перемещения пластин„.
.содержит коисоль, установленную с
возможностью горизонтального перемещёния, на конце которой смонтирована втулка, и установленную во втулке с возмокностью возвратнопоступательного пе|ремещения вертикальную штангу и крючок дпя заогсата пластин, шариирно закрепленный на нижнем конце штанга, при этом магнитный распушитвль установлен за столом, а стол связеш с подгшвщми вапкс1ми посредством сменных направляющих .
2. Устройство по п.1, отличающееся тем, что привод средства для захвата и перемещения пластин и магнитный распушитель установленыс возможностью перестановки вдоль стола в зависиг:ости ;от длины пластин.
i Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 436398, кл.Н 01 F 41/02, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки металлических пластин | 1978 |
|
SU748529A1 |
| Устройство для подачи полос | 1983 |
|
SU1175839A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство для подачи листовых заготовок в пресс | 1986 |
|
SU1393506A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1980 |
|
SU867481A1 |
| Устройство для соединения слоев прошивкой | 1988 |
|
SU1594227A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Устройство для раскладки из стопы тонких листов | 1971 |
|
SU596521A1 |
| Швейный аппарат ниткошвейной машины | 1985 |
|
SU1355500A1 |