Изобретение относится к черной метаплургин и предназначено для сплошной эачистки плоских поверхностей листа. Известно устройство для сплошной эа- ЧИСТКИ листа, выполненное в виде приводной тележки, несущей шлифовальную головку, получающую периодическую поперечную подачу при помощи ходового винта. С цель отвода шлифовального круга от обрабатываемой поверхнбсти после каждого продоль ного прохода тележки и подвода его с тре буемым прижимом к .обрабатываемой повер хности после Каждого поперечного хода шлифовальной головки, для последней применены две нёправляющие расположенные по обеим сторонам ходового винта поперечной подачи параллельно ему и поворот ные вокруг ЭТОГО винта под воздействием пневматического привода. Для автоматизации работы устройства применен программный управляющий механизм l. Недостатком такого устройства являет ся низкая производительность его, так как ширина абразивного круга не преы 1шает 4О-6О мм, а ширина обрабатываемого листа 2-2,5 м и для обработки всей поверхности листа шлифовальная головка должна совершить 6О-8О перемещений в поперечном направлении. В процессе перекющения шлифовальной головки из одного конца тедежки к другому значительно меняет положение шнтр тяжести, что приводит к неравномерной нагрузке ходовой части и, соответственно, к ухудшению условий работы, изменения усилий прижима круга, снижению производительности качества зачистки. Цель изобретения - повьпиение надежности и улучшение качества обработки. Это достигается тем, что известное устройство снабжено второй парой направляющих и балансиром, установленным с ВОЗМОЖНОСТЬЮ поступательного перемещения по ЭТИМ направляющим, и вторым ходовым ВИНТОМ, кинематически связанным с ходовым ВИНТОМ перемепюния шлифовальной головки и балансирам.
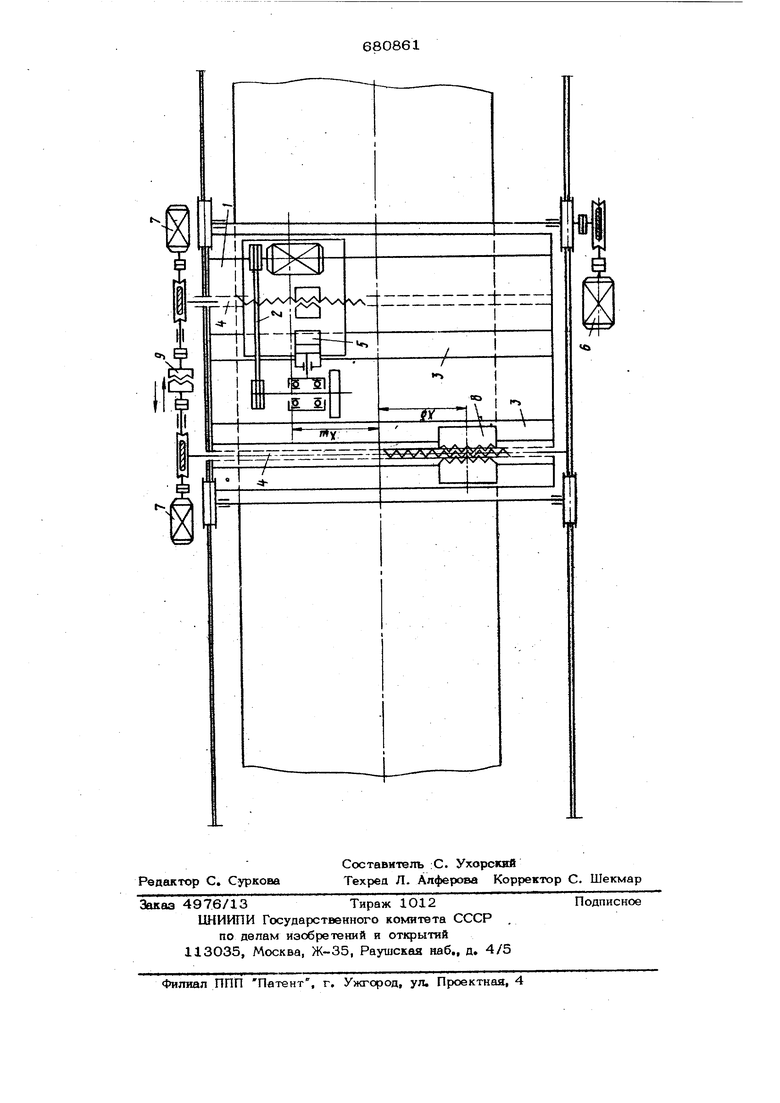
На чертеже изображена кинематическа схема предлагаемого устройства.
Устройство включает в себя приводную тележку 1, несущую шлифовальную головку 2, которая смонтирована на двух направляющих 3, располо5«енньк по обеим CTOjjOHaM ходового винта 4 поперечной подачи и пневматического привода 5. Тележка 1 получает движение от привода 6, а ходовой винт 4 поперечной подачи шлифовальной головки 2 - от привода 7. На второй паре направляющих 3 и ходовом винте 4 установлен балансир 8, Приводы ходовых винтов соединены посредством синхронизирующего элемента 9.
Устройство работаетСледующим образом.
Перед установкой листа устройство приводом 6 перемещается в крайнее положение стенда. Лист укладывается параллельно пути тележки 1 и устройство устанавливается над листом. Шлифовальная гО ловка 2, перемещаясь по направляющим 3 при помощи ходового винта 4, устанавливается так, чтобы абразивный круг совпадал с кромкой листа, размыкая синхронизирующий элемент 9 приводом 7 ходового винта 4, балансир 8 устанавливает ся симметрично относительно продольной оси устройства; при этом центры тяжести шлифовальной головки Хш и балансира Хб одинаковы. При установке балансира синхронизируюцщй элемент замыкает оба привода ходовых винтов.
После установки головки в рабочее положение ыслючаатся заданная программа работы устройства с учетом необходимой ширины и длины обрабатываемого листа и -шага перемепюния шлифовальной головки. После каждого прохода абразивного круга поворотом ходового винта меняется положение шлифовальной головки на шаг с необходимым перекрытием и т.д.
Так как оба ходовых винта связаны
.между собой
синхронизирующим элементом
t
9, а шаг ходового винта и шлифовальной оловки и балансира одинаковый, последний перемещается на такую же величину, но в направлении, противоположном напралению перемещения: шлифовальной головки и т.д. Таким офазом, положение балантира Хб и шлифовальной головки Хщ относиельно продольной оси всегда симметричноо а следовательно, нагрузка на конструкцию тележки и опоры также распределена равномерно. Этим создаются условия для стабильной работы всего устройства в .динамических условиях нагружения, т.е. повышается надежность устройства в работе, удлиняется межремонтный период. При необходимости балансира на его ходовой винт устанавливается шлифовальная головка, которая одновременно исполняет функции балансира, а также мо-яфт производить зачистку листа.
РЬобретение позволяет повысить производительность устройства, улучшить качество обработки:и увеличить срок его службы.
Формула изобретения
Устройство ОЛЯ сплошной зачистки плоских поверхностей л иста, содержащее подвижную тележку с направляющими, подвижную щпифовальную головку с приводом вращения, и ходовой винт с приводом подачи, отличающееся тем, что, с целью повыщения надежности и упучщения качества обработки, подвижная тележка снабжена второй парой направляющих, балансиром, установленным с возможностью поступательного перемещения по этим направляющим, и вторым ходовым шунтом, кинематически связанным с ходовым винтом перемещения шлифовальной головки и балансиром,
. Источники информации, принятые во вцимание при экспертиза 1. Авторское сввдетельство СССР № 159430, кл. В 24: В 7/12, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки листов | 1989 |
|
SU1710306A1 |
| Устройство для шлифования металлических листов | 1975 |
|
SU551156A1 |
| Устройство для зачистки плоских поверхностей | 1980 |
|
SU931394A1 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |
| Станок для зачистки листового проката | 1980 |
|
SU1006178A1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2220250C2 |
| Устройство для зачистки листов | 1989 |
|
SU1785877A1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |