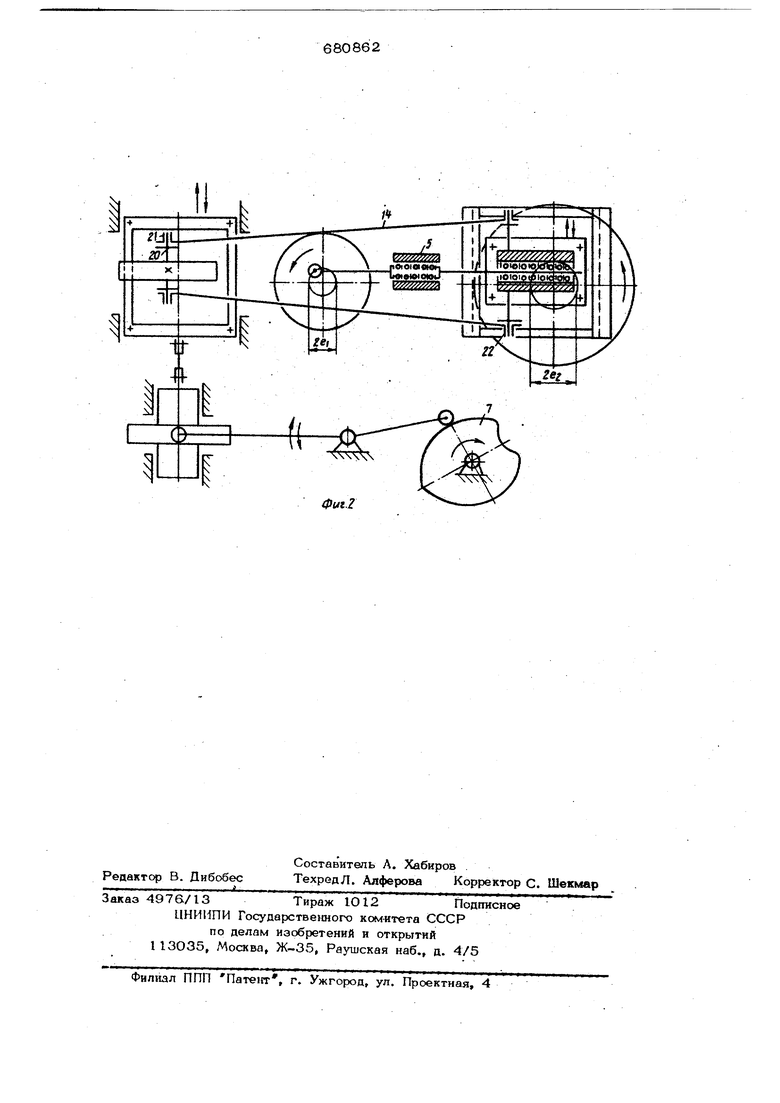
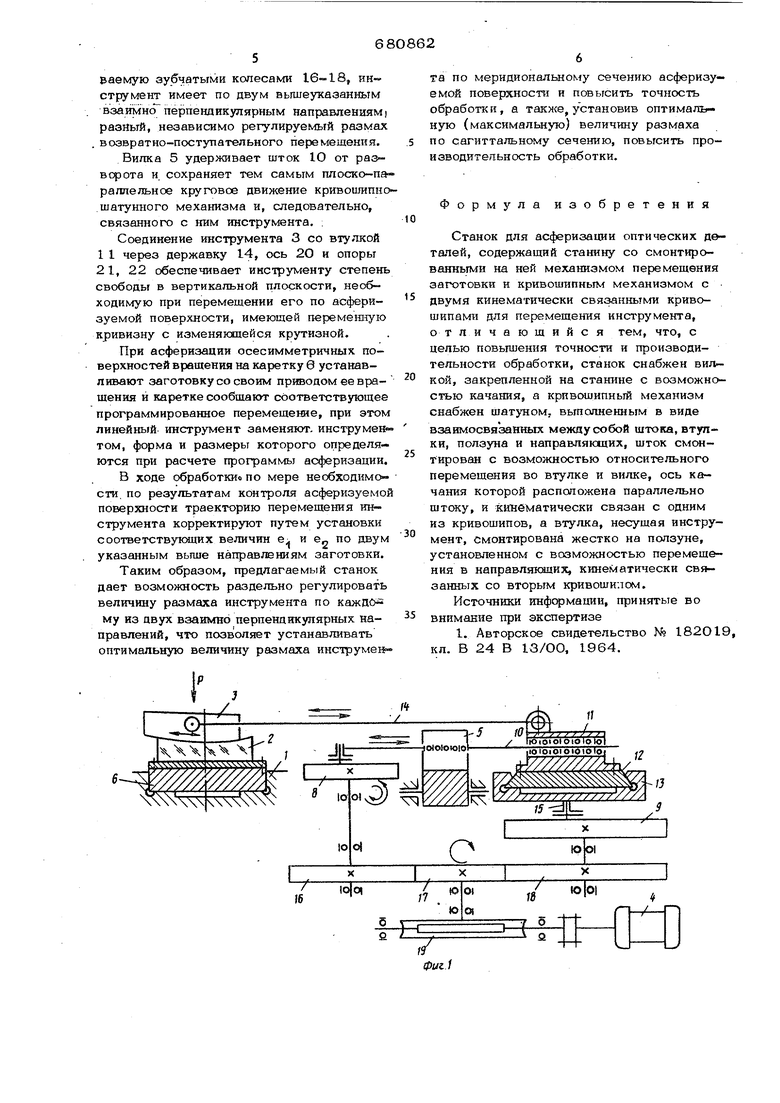
Для этого прерлагаемый станок снабже випкой, закрепленной на станине с возмож ностью качения, а кривошипный механизм снабжен шатуном, вьтолненным в виде взаимосвязанных между собой штока, втул ки, ползуна и направляющих. -Шток смонт№ ровен с возможностью относительного neps мещещ1я во втулкеи вилке, ось качания ,которо1й расположена параллельно штоку, . и кинематически связан с одним из кривошипов, а , несущая инструмент, смонтирована жестко на ползуне, установленном с возможностью перемещения в направлякших, кинематически связанных со вторым кривошипом. На фиг. 1 схематически, изображен описьгоаемый станок, вид спередт-ц на фиг. 2 - то же вид сверху. Станок содержит станину 1, программный механизм для перемещения заготовки 2 и кривош15пно-шатунный механизм5 сооб щающий инструменту 3 перемещение от привода 4. На станине I с возможностью качения смонтирована вилка 5, а также механизм перемещения заготовки 2, состоящий из каретки 6 и программного устройства 7 в виде кулачкового или иного программного задающего узла, криво.шипно шатунньгй механизм, содержащий два кривошипа 8 и 9, кинематически связанных между собой составным шатуном Шатун состоит из штока Ю, втулки 11, ползуна 12 и направлякхцих 13. Шток 10 с возможностью относительного перемещения вмонтирован; во втулке 11 и вилке 5 и кинематически связан с кривошипом 8. Втулка 11 несет державку 14 с инструментом 3 и жестко закреплена на пачзуне 12, установленном в направляющих 13, которые через подшипник 15 см тированы на кривошипе. Кривошипно-шатун ньгй механизм кинематически связан с при водом 4 через цилиндрические зубчатые колеса 16-18 и червячный редуктор 19. Инструмент 3 закреплен на державке 14 с помощью оси 20 и опоры 21, а держав ка смонтирована на втулке 11 на опорах 22. На станке можно обрабатывать поверх ности с одной ГОХИ двумя плоскостями СИМ метрни (некруговые цилиндры и торы), а также ооесимметричные псверхности вращения. Станок работает следующим- образом, При асферизации цилиндрических и тороидальных поверхностей на каретке 6 уста навливают заготовку 2, а на державке 14 перпендикуляршо к меридиональному сечению заготовки закрепляют линейный инCTpj vfeHT 3. Смещением штока 1О по кривошипу 8 устанавливают требуемую величину 2е размаха инструмента по мери- циональному сечению заготовки и сме щением подшипника 15 с направляющими 13 по кривошипу 9 устанавливают величину 2е„ размаха инструмента по сагиттальному сечению заготовки. Программное устройство 7 регулируют на расчетную программу перемещения ка-ретки 6. Путем подбора навесок на державку 14 устанавливают рабочую нагруа- . ку Р на инструмент, определяемую норма- ми абразивной обработки оптических поверхностей. Согласнб исходным параметрам расчета программы пультом управления станка устанавливают требуемые значения частоты вращения кривошипно-шатунного мехаш ама и шпинделя кулач1 а. Инструмент 3, имеющий рабочую поверхность с радиусом, равным сагиттальному радиусу кривизн заданной цилиндрической или тороидальной поверхности, вводят в соприкосновение с асферизуемой поверхностью заготовки. Включают станок и с применением абразивнь5Х порошков требуемых фракций шлифуют асферизуемую-поверхность. При полировке на рабочую поверхность инструмента наносят слой полирующей смолы. В процессе асферизации заготовка 2 вместе с кареткой 6 совершает возвратнопоступательное перемещение с заданным программой законом по меридиональному сечению обрабатываемой поверхности. Инструмент 3 при этом совершает относительно обрабатываемой поверхности сложное плоско-параллельное движение, задаваемое двумя синхронно вращающимися кривощипами 8 и 9, кинематически связанными между собой составным шатуном. Кинематическая связь между кривошипами и элементами составного шатуна вьг- попнена так, что величина е эксцентриситета, устанавливаемая кривошипом 8 и штоком 10, определяет величину размаха инструмента по меридиональному сечению, а величина е „ эксцентриситета, устанавливаемая кривошипом 9. и направлякядими 13, определяет размах инструмента по сагиттальному сечению асферизуемой поверхности. Благодаря тому, что шток Ю перемешается по втулке 11, а втулка вместе с ползуном 12 - по направляющим 13, при Этом кривошипы 8, 9 вращаются синхронно через кинематичесзкую связь, обеспечиВаемую зубчатыми колесами 16-18, инструмент имеет по двум вышеуказанным взаимно перпендикулярным направлениям разный, независимо регулируемый размах . возвратно-поступательного перемещения. Вилка 5 удерживает шток 10 от разворота и. сохраняет тем самым плоско-па раллельное круговое движение кривоигапно шатунного механизма и, следовательно, связанного с ним инструмента. ; Соединение инструмента 3 со втулкой 1 1 через державку 14, ось 20 и опоры 21, 22 обеспечивает инструменту степень свободы в вертикальной плоскости, необходимую при перемещении его по асферизуемой поверхности, имеющей переменную кривизну с изменяющейся крутизной. При асферизации осесимметричных поверхностей вращения на каретку 0 устанавливают заготовку со своим приводом ее вращения и каретке сообщают соответствутощее программированное перемещение, при этом линейный инструмент заменяют, инструментом, форма и размеры которого определяются при расчете программы асферизации. В ходе обработки по мере необходимости по результатам контроля асферизуемо поверхности траекторию перемещения инструмента корректируют путем установки соответствукяцих величин е и е,- по двум указанным выше направлениям заготовки. Таким образом, предлагаемый станок дает возможность раздельно регулировать величину размаха инструмента по каждо му из двух взаимно перпендикулярных направлений, что позволяет устанавливать оптимальную величину размаха инструме та по меридиональному сечению асферизу- емой поверхности и повысить точность обработки, а , установив оптимальную (максимальную) величину размаха по сагиттальному сечению, повысить производительность обработки. Формула изобретения Станок для асферизации оптических д&тааей, содержащий станину со смонтированными на ней механизмом перемещения заготовки и кривошипным механизмом с двумя кинематически связанными кривошипами для перемещения инструмента, отличающийся тем, что, с целью повышения точности и производительности обработки, станок снабжен вилкой, закрепленной на станине с возможностью качания, а кривошипный механизм снабжен шатунOMj выполненным в виде взаимосвязанных между собой штока, втулки, ползуна и направляющих, шток смонтирован с возможностью относительного перемещения во втулке и вилке, ось качания которой расположена параллельно штоку, и кинематически связан с одним из кривошипов, а втулка, несущая инструмент. Смонтирована жестко на ползуне, установленном с возможностью перемещения в направляющих, кинематически связанных со вторым кривошипом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство N 182О19, кл. В 24 В 13/00, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения асферических поверхностей оптических даталей | 1977 |
|
SU701772A2 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| Устройство для получения асферических поверхностей оптических деталей | 1973 |
|
SU607709A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1976 |
|
SU653092A1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Станок для притирки червячных пар | 1974 |
|
SU482261A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU990479A1 |
| Установка для нанесения растрового рельефа на матрицу | 1972 |
|
SU568929A1 |