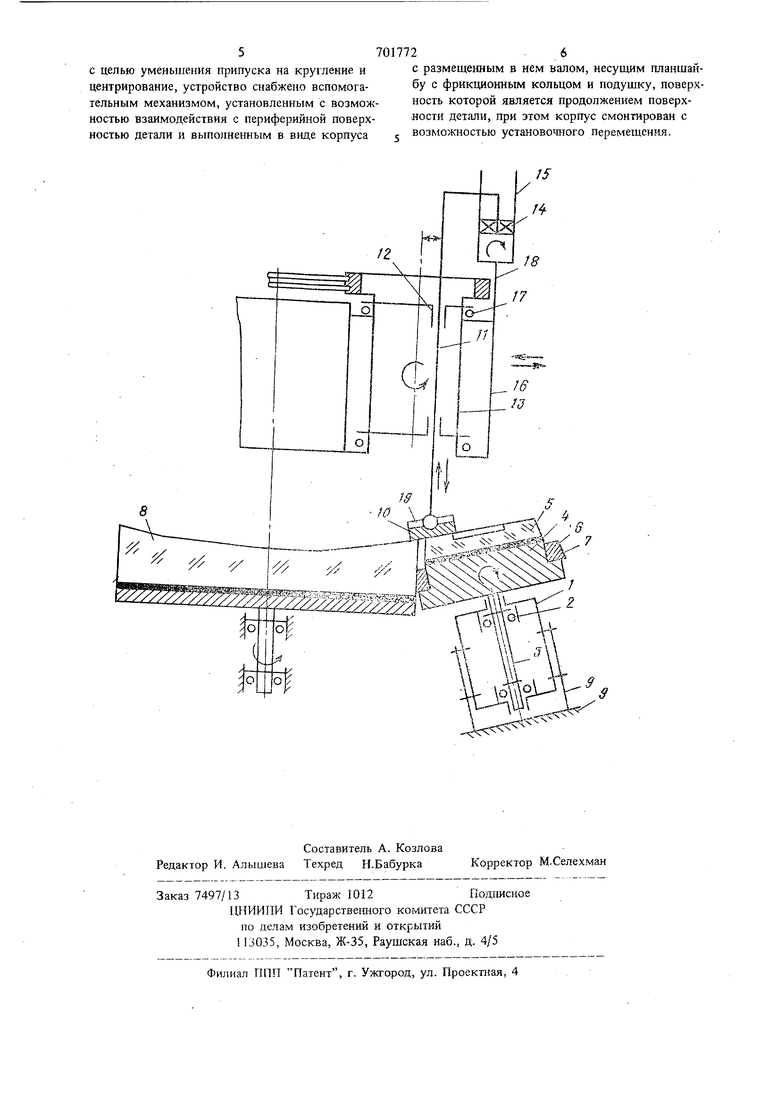
(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ. ОПТИЧЕСКИХ ДЕТАЛЕЙ 37 ферийной поверхностью детали и вьгполненным в ввде корпуса с размещенным в нем валом, несущим планщайбу с фрикционным кольцом и подушку, поверхность которой является продолжением поверхности детали, при этом корпус смонтирован с возможностью установочного перемещения. На чертеже схематически изображен общий вид устройства. Вспомогательный механизм состоит из корпуса 1, в котором на подщипниковых опорах 2 размещен вал 3. На валу закреплена планщайба 4, на которую установлена подушка 5 и фрикционное кольцо. 6 с эластичным контактным элементом 7. Элемент 7 соприкасается с периферийной поверхностью заготонки 8, подлежащей асферизации. Корпус 1 устройства с возможностью настроечного перемещения смонтирован на станине 9. На поверхность заготовки 8 свободно опирается инструмент 10, щарнирно соединенный с пинолью 11. Пиноль с возможностью свободного перемещения по вертикали смонтирована на подшипниках 12. в полом валу 13 и через подщипник 14 и вилку 15 кинематически связана с кареткой 16. Полый вал 13 установлен в каретке на подщипниках 17 и несет на себе щкив 18, получающий принудительное вращение через ременную йередачу от собственного привода. Инструмент JO связан с пинолью И через штифт 19. Работа устройства происходит следующим образом. Корпус 1 предварительно устанавлива ют относительно станины 9 так, чтобы эластичный элемент 7 из резины или резиноподобных материалов мягко контактировал с периферийной поверхностью заготовки 8, а поверхность подуШки 5, выставленная без биения относительно оси бращения планщайбы 4 и закреплен ная на ней, совмещалась с поверхностью заготовки, являясь продолжением ее геометрической формы.. Инструменту 10 через пиноль 11, вал 13, клИноременную передачу, щкив 18, которой смонтирован на валу, и каретку 16 сообщают перемещение от программного механизма по меридиональному сечению асферизуемой повер ности и плоско-параллельное круговое движение с эксцентриситетом е вокруг оси вала 1 кроме этого он совершает свободное перемещ ние по вертикали в подшипниках скольжения Подшипник качения 14, кинематически связан ный с пинолью И, дает инструменту 10 ориен тированное относительно асферизуемой поверх ности положение: необходимое для сохранени притира между инструментом и деталью. В пр цессе асферизации инструмент, перемещаясь по закону, заданному программным механизмом переходит от центра асферизуемой поверхност к ее крайним зонам и постепенно сходит с асферизуемой поверхности на поверхность подушки 5, а затем возвращается к центру детали, выполняя тот же цикл в обратном порядке, и в дальнейшем указанньш циклы повторяются многократно до получения асферической поверхности требуемой формы. Величина выхода инструмента за край детали рассчитывается так, чтобы он оставался на краю асферизуемой поверхности (фальшборте) на узкой зоне, имеюшей ширину не более 2-3 мм. Материал подушки выбирается из условия, чтобы глубина износа материала на фальшборте детали и поверхности подушки бьша одинакова, следовательно он выбирается с учетом коэффициента относительной твердости по сошлифовыванию. Такая кинематика позволяет сообщить подушке 5 принудительное вращение от заготовки 8 ,с линейной окружной скоростью, близкой к скорости смежных с подушкой зон заготовки. Близость значений линейной окружной скорости заготовки и подушки создает достаточные условия для плавного перехода инструмента 10 с поверхности заготовки на поверхность подушки, что исключает возможность искажения асферизуемой поверхности в ее рабочих зонах, смежных с фальшбортом. Поверхность подушки имеет кольцевую форму. Диаметр подушки, следовательно, и диаметр планшайбы, а также ширина ее кольцевого участка зависят от диаметра применяемого для асферизации инструмента 10. Таким, образом, независимо от размеров заготовки и инструментов предложенное устройство позволяет уменьшить припуск на кругление и центрирование оптической детали после асферизации до ширины фальшборта не более 2-3 мм. При изготовлении асферической оптики без применения предложенного устройства указанный припуск равняется 2/3 диаметра инструмента. Предложенное устройство позволяет значительно уменьшить трудоемкость изготовления оптической детали в целом и сократить расход оптического материала, а также повысить точность обработки асферической поверхности в ее смежных с фальшбортом зонах. Следовательно, влияние неточностей обработки асферической поверхности, неизбежных из-за влияния крайнего положения инструмента, значительно уменьшаются, и устройство позволяет при тех же размерах заготовки детали получить асферическую поверхность с требуемой точностью на большем диаметре. Формула изобретения Устройство для получения асфершгеских поверхностей оптических деталей по авт. св. № 607709 отличающееся тем, что, 57 с целью уменьшения припуска на кругление и центрирование, устройство снабжено вспомогательным механизмом, установленным с возможностью взаимодействия с периферийной поверхностью детали и выполненным в виде корпуса Д,017726с размещенным в нем валом, несущим планшай бу с фрикционным кольцом и подушку, поверхность которой является продолжением поверхности детали, при этом корпус смонтирован с - возможностью установочного перемещения. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения асферических поверхностей оптических деталей | 1973 |
|
SU607709A1 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| Устройство для получения асферических поверхностей методом распределения работы по зонам | 1976 |
|
SU666052A2 |
| Устройство для шлифования и полирования асферических поверхностей оптических деталей | 1982 |
|
SU1098764A1 |
| Станок для асферизации оптических деталей | 1977 |
|
SU680862A1 |
| Устройство для асферизации оптическихдЕТАлЕй | 1979 |
|
SU831562A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1098765A1 |