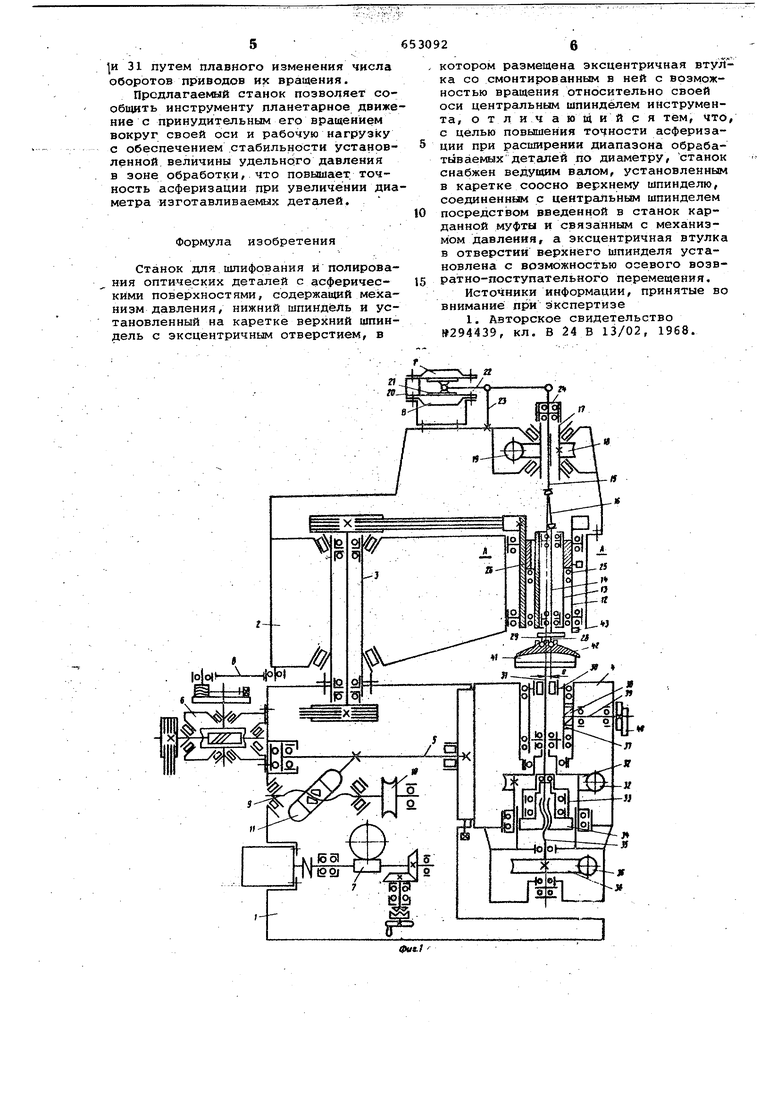
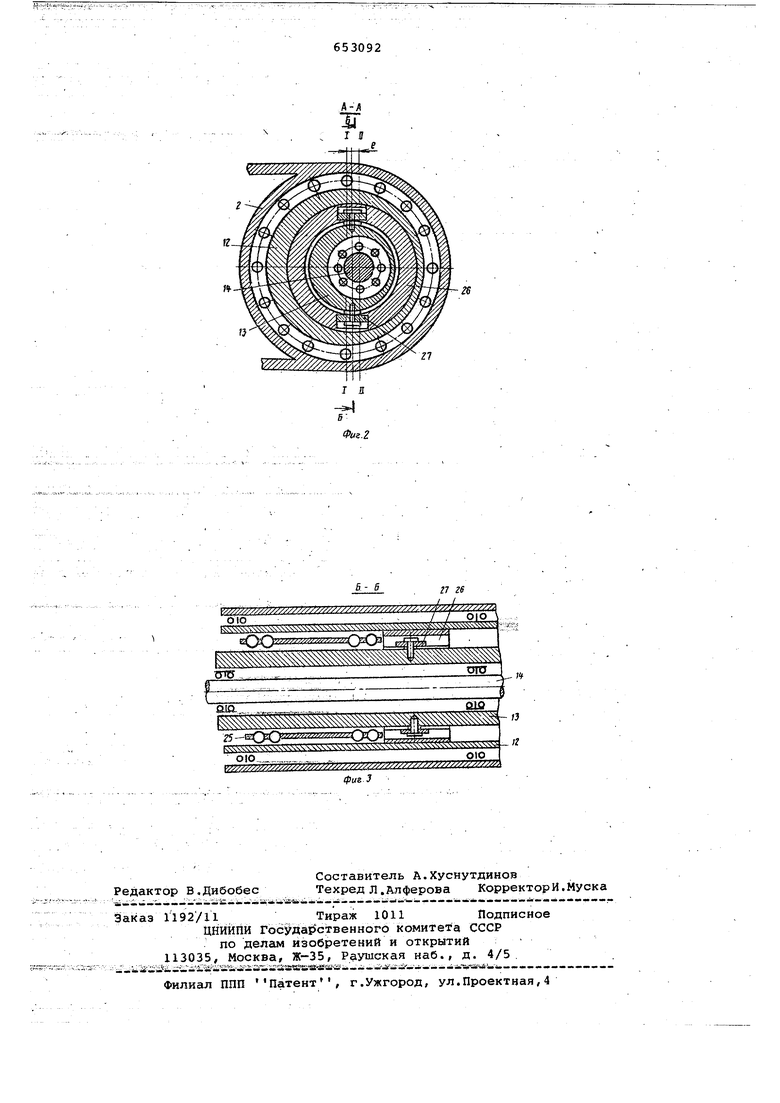
irop 7 -c головкой 4 посредством вин та 9, смонтированного в станине i и С1вязанного или выполненного за одно с валом червячного колеса 10 редуктора 7 и кулисного механизма 11, за крепленного одним концом на валу 5, Редукторы б и 7 снабжены сомостоятельными приводами. . На каретке 2 установлен вбрхний шпиндель 12, связанный с приводом ременной передачей и имеющий эксцент ричное .рстие , в котором расположен центральный шпиндель 14, который соединён с ведущим валом 15 с помощью карданной муфты 16. Вал 15 смонтирован в направляющих полого вала 17 червячной пары 18 и 19 привода центрального шпинделя 14 с возмож яос1ью возвратно-поступательного перемещения вдоль своей оси и кине. матически сЬязан. с механизмом 20 дав ления. Ведущий 15 и полый 17/валыt смонтированы соосно оси вращения верхнего шпинделя 12. Полый вал 17 связан с самостоятельным приводом червячной парой 18,19. .Механизм 20 имеет двустороннее действие, для чего он выполнен с дву мя полостями В и. Гдля подачи рабочей среды. Между мембранамиЭТИХ полостей находится поршень 21, шарнирно соединенный с рычагом 22/ который смонтирован на стойке 23 и связан со стаканом24, установленным наКонце, ведущего вала iS.; : Эксцейтричная втулка 13 смонтирована в направляющих .25 в эксцентричном отверстии верхнего Шпинделя 12 как с возможностью;осевого возвратно-поступательного перемещения, так I периодяческогб поворота относитель но верхнего шпинделя 12 с цбсЯёйующей фиксацией установленной величины эксцентриситета е с помощьй закрепляемой винтом втулки 26. В втулкё выполнены продольные пазы для перемещения ррлика 27, который сидит на оси, прикрёпйенной ,к эксцентричной втулке . 13. Йа нижнем конце центрального шпинделя 14 расположены центральный палец 28, соосный с осью его вращёнйя,;й- боковой палец 29, смещенный относительно оси этого вращения на некоторую величину. .В головке 4 смонтирован с помощью пинолй 30 нижний шпиндель 31, который связан с червячным редуктором 32 с возможностью : перемещения по направляющим вдольоси вращения. На НйЖйём конце шпинделя 31 закреплён стакан 33, в котором находится гайка 34, связанная с головкой 4 с помощью направляющих для ее перемещения винTOJ i 35. Последний выполнен за одно целое с валом червячного колеса червячной передачи 36. Червячные переда чи 32 и 3,6 снабжены самостоятельны;ми приводами. К пинолй 30 прикреплела рейка 37, находящаяся в зацеплени
653092 с 1щёстерней 38, которая сидит на одном конце вала 39, а на другом его конце закреплен кулачки 40 концевого выключателя перемещения пинолй 30. На шпинделе 31 с помощью ,планшайбы закреплено обрабатываемое изделие 41, находящееся в контакте с инструментом 42. К верхнему шпинделю 12 прикреплен балансировочный противовес 43. .. Станок работает следующим образом. Нижний шпиндель 31 станка вместе с изделием 41 получает настроечное перемещение вдоль своей оси с помощью пинолй 30,от привода через червячную передачу 36, винт 35 и гайку 34. Величину этого .перемещения ре- гулируют с помощью кулачков 40. При контроле изделия 41 на рабочем месте нижний шпиндель 31 поворачивают из вертикального рабочего,положения в горизонтальное вместе с головкой 4 вокруг оси вала 5 от привода через редуктор 7, винт 9 и кулисный механизм 11. В процессе работы нижний Шпиндель 31 вращается от привода через. червячный редуктор 32. Центральный шпиндель 14 инструмента 42 станка совершает переносное, .е. поступательное по окружности с радиусом, равным величине эксцентриситета е, движение вместе с верхним шпинделем 12 и вращательное вокруг своей оси от привода через червячную пару 18,19, ведущий вал 15 и карданную муфту 16. Величину эксцентриситета е регулируют путем поворота втулки 13 относительно верхнего шпинделя 12, а вместе с ней и втулки 26 с помощью ролика 27. Для фиксации установленной величины эксцентриситета втулку 26 закрепляют винтом/на верхнем шпинделе 12. -Эксцентричная втулка 13 вместе с центральным шпинделем 14 получает возв-. ратнх -поступательнбе осевое рабочее перемещение от механизма 20 давления через ведущий вал 15 и карданную муфту 16, что обеспечивает необходимое удельное давление в зсэне обработки. Центральный шпиндель 31 с инструментом 42 периодически перемещается -также возвратно-поступательно относительно обрае5атываемого изделия 41 ;в радиальном направлении приводом с помощью каретки 2, кривошйпно-шатунного механизма 8 и червяного редуКтора 6. Изделие 41 обрабатывают инструментом 42 с применением различных микропорошков. При полировании на рабочую поверхность инструмента,42 нано.сят полирующий слой. В процессе обработки изменяют режимы обработки по мере необходимости, при этом изменяют величину эксцентриситета is , удельное да вление в зоне обработки и скорость вращения шпинделей 12,14 .5 и 31 путем плавного изменения числа оборотов приводов их вращения. Предлагаемый станок позволяет сообщить инструменту планетарное движе ние с принудительным его вращением вокруг своей оси и рабочую нагрузку с обеспечением стабильности установленной, величины удельного давления в зоне обработки, что повышает, точность асферизации ПРИ увеличении диа метра изготавливаемых деталей. Формула изобретения Станок для шлифования и полирования оптических деталей с асферическими поверхностями, содержащий механизм давления, нижний шпиндель и установленный на каретке верхний шпиндель с эксцентричным отверстием, в
А
и 2 котором размещена эксцентричная втулка со смонтированным в ней с возможностью вращения относительно своей оси центральным шпинделем инструмента, о тли ч а ю щ и и с я тем, что, с целью повышения точности асферизации при расширении диапазона обрабатываемых деталей по диаметру, станок снабжен ведущим валом, установленным в каретке соосно верхнему шпинделю, соединеннь с центральным шпинделем посредством введенной в станок карданной муфты и связанным с механизмом давления, а эксцентричная втулка в отверстий верхнего шпинделя установлена с возможностью осевого возвратно-поступательного перемещения, Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство №294439, кл, В 24 В 13/02, 1968.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU990479A1 |
| Станок для асферизации оптических деталей | 1977 |
|
SU680862A1 |
| Устройство для получения асферических поверхностей методом распределения работы по зонам | 1976 |
|
SU666052A2 |
| Станок для обработки оптических деталей | 1979 |
|
SU998099A1 |
| Станок для обработки оптических деталей | 1986 |
|
SU1340998A1 |
| Станок для обработки оптических деталей | 1987 |
|
SU1491671A1 |
| Станок для обработки оптических деталей | 1983 |
|
SU1151430A2 |
| Устройство для получения асферических поверхностей оптических деталей | 1973 |
|
SU607709A1 |
aia
OIO
3
Ша
ою
