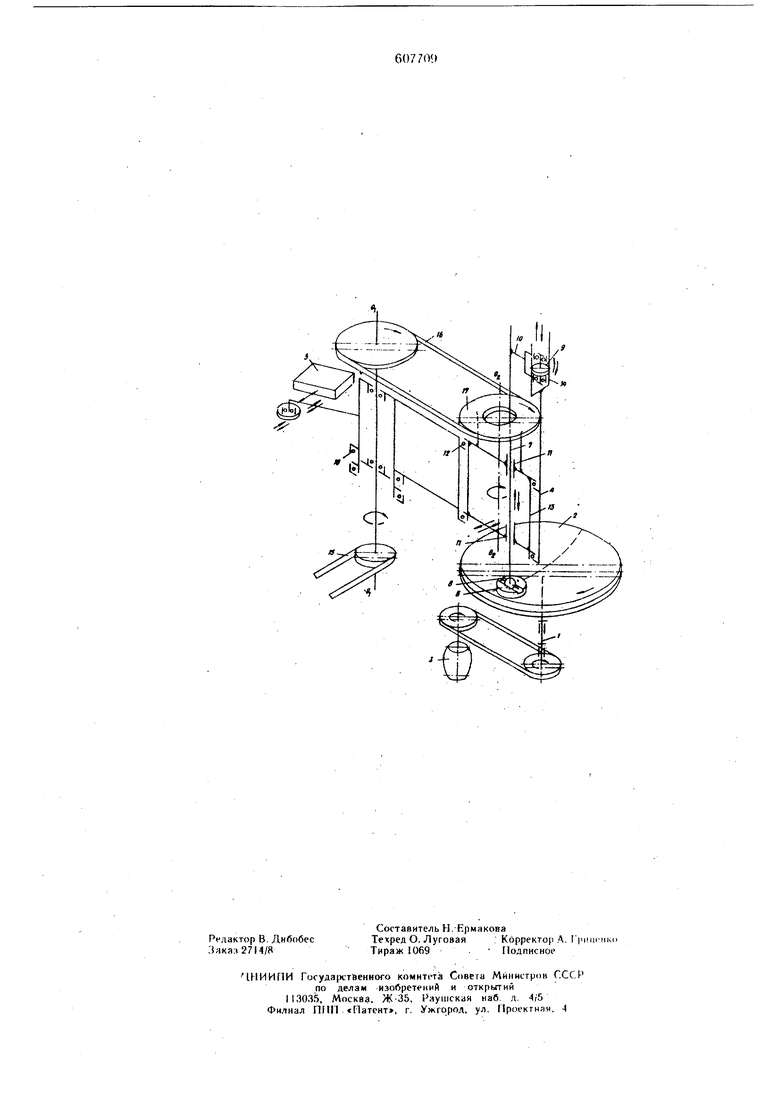
при эсферизацйи их с применением любых практически требуемых скоростей вращения заготовки и инструмеита. Достигается она тем, что, установленная на перемещаемой от программного ,устррйства каретке шпиндельная головка инструмента со свободно перемещающейся по вертикали пииолью снабжена полым валом, смонтированным на каретке принудительно вращающимся относительно пиноли и каретки, внутри полого вала размещена 1Л подшианиках скольжения пиноль, непосредственно связанная с инструментом, при. этом линоль зафиксирована от нроеорота вокруг своей оси жестко закрепленным на ней н размещенным в вертикальном па 36 каретки подшипником качения. На |ертеже дана кинематическая схема описываемого устройства. Устройство состоит из шпинделя I изделия,который принудительно вращает заготовку асферизуемоЙ детали 2 от привода 3, каретки 4, пер емещаемой от программного устройства 5, и установленной на каретке шпиндельной головки ;Мя привода Инструмента 6. В состав шпиндельной-.головки инструмента входит пнноль 7, закрепленный жестко на пйнолн цилиндрический щтнфт 8, подшипник 9 качення, вилка 10,.соедн няющая подшипник 9 с пннольк}, и вращающийся вокруг пнноли на подшипниках М скольжения и относительно кареткн на подшнПниКах 12 полый вал 13. .Подшипник 9 качения, сндящнй на внлКе 10. размещен в вертикальном пазу каретки, выполненном в виде жестко закрепленных на карет-, ке направляющнх 14. Для привода вала 13 в станке имеется кинематическая цепь, состоящая из клиноременных передач 15, 6 и щкйва 17, соединенного с полым валом 13 жестко; Программное устройство 5 через каретк - 4 перемещает .инструмент 6 от одной кольцевой зоны вращающейся заготовки 2 к другой, сот общая Ийструменту закон движения, введенный в программноеустройство, нсходя из технологических н кинематическнх параметров асферизуемой детали, инструмента и станка. При .этбм каретка, смонтированная в корпусе станка на йодщипннках 18, совершает медленное качателыкое двнжение вокруг оси PI--Oi с изменением направления своегодвиження качания на обратное по достижении инструментом 6 крайних кольцевых зон заготовки детали 2. Кроме указанного программного перемещения, В процессе асферизации инструмент совершает следующие движения; Принудительное вращательное движение вокруг оси О2-02, сообш емое;пинолн 7 кинематическую цепь, состояш.ую из клиноременных передач 15, 16 и шкива 17, принудительно вращающегося на подшипниках 12 полого вала 13, свободное перемещение по вертикали вместе с пинолью при одновременном фиксировании его от вращения Вокруг своей оси, что о еспечнвается кинематической цепью, состоящей из пиноли 7, полого вала 13 с подшипниками скольжения 11, закрепленного на пииоли штифта 8, смонтированного на пиноли же через вилку 10 подшипника 9. Последний, размещаясь в вертикальном пазе, направляющнх 14 кареткн, не позволяет пииоли через штифт 8 н инструменту 6 поворачиваться вокруг свонх осей; в то же время, благодаря размещению пинолн 7 в подшипниках скольжения 11 вала 13, пиноль и связанный с ней инструмент может свободно перемещаться по вертикали. Таким образом предлагаемая кинематика шпиндельной головки инструмента позволяет при одновременном сообщении инструменту бсех необходимых для процесса асферизации малым инструментом движений обеспечить устойчивую, безвибрационную работу пиноли с инструментом и тем самым значительно повысить точность асферизации поверхностей оптических деталей .независимо от их диаметра и скоростей вращения заготовки и инструмент Формула изобретения Устройство для получения асферических поверхностей оптических деталей, содержащее перемещаемую от программного механизма каретку со шпиндельной головкой инструмента, нмеющей принудительно вращающийся вал с расположенной В нем свободно перемещающейся по вертикали пянолью, отличающееся тем, что, ,с целью повышення точности обработки, пнноль снабжена подшипником качения, установленным с возможностью свободного перемещения по вертикали и принудительного перемешеНия по горизонтали в пазу, выполненном на каретке. Источники ииформации, принятые во внимание при экспертизе: I. Авторское свидетельство СССР № 244142, кл. В 24 В 13/00, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения асферических поверхностей оптических даталей | 1977 |
|
SU701772A2 |
| Станок для асферизации оптических деталей | 1977 |
|
SU680862A1 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| ПОДРЕЗНАЯ ПИНОЛЬ АГРЕГАТНОГО СТАНКА | 1969 |
|
SU238314A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1976 |
|
SU653092A1 |
| Устройство для асферизации оптическихдЕТАлЕй | 1979 |
|
SU831562A1 |
| Устройство для получения асферических поверхностей методом распределения работы по зонам | 1976 |
|
SU666052A2 |