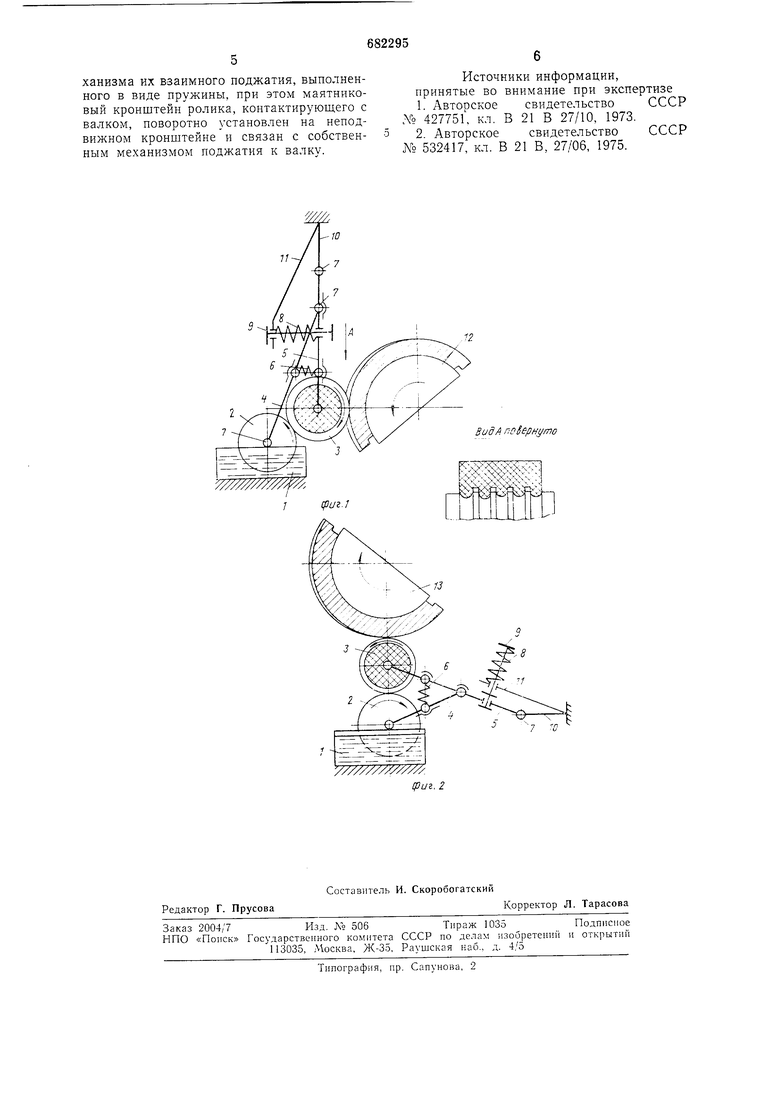
ния величины хода маятникового кронштейна 5, неподвижный кронштейн 10, к которому с помощью цилиндрических Hiapниров 7 крепятся маятниковые кронштейны 5 и 4, кронштейн II для упора пружины 8 и грубого, при установке уетройства, регулирования усилия прижатия промасливающего ролика 3 к поверхности прокатных валков 12 и 13 во время монтажа уста попки.
Работает устройство след аошим образом.
Передающие ролики 2 погружают в соответствующие емкости 1 с смазкой. Над зеркалом смазки находится лишь незначительная часть их бочки, которая контактирует с промасливающими роликами 3. Усилие прижатия передающпх роликов 2 к промасливающим 3 регулируется пружинами растяжения 6, з-становленными между подвижнылги маятниковыми кронштейнами 4 н 5. Промасливающие ролик 3, устаиоп.1енные на маятниковых кронщтейнах 5, во время прокатки со смазкой прижимаются пружиной 8, одетой па стяжку 9, к вращающимся рабочим валкам 12 и 13, калиброванным или гладким. Усилие промасливающих роликов к прокатным валкам регулируется изменением длины стяжки 9 и положением кронштейна 11, изменяющим величину пружины 8. Величина хода маятникового кронщтейна 5 и промасливающего ролика 3 регулируется длиной стяжки 9, что особенно важно при прокатке в секторах ковочных вальцев. В случае прокатки фасонных периодических профилей или труб выступы калиброванных мягких нромасливающих роликов 3 под действием еилы прижатия деформируются и полностью заполняют ручей.
При нанесении твердой смазки на маятниковый кронштейн 5 вместо ролика 3 крепится специальный зажимной механизм (не показан) для кренления твердой емазки. Кроме того, вместо твердой смазки возможно крепление специального войлочного, промасливателя, изготовленного по форме калибра и имеющего отверстия для выхода смазки.
Под действием пружин 6 и 8 пары передающего 2 и промасливающего 3 роликов, а также промаеливающего ролика 3 и прокатного валка 12 образуют систему тел, движение которых взаимообуеловлено фрикционными силами. Прокатный валок 12 приводит в движение промасливающий войлочный ролик 3, который в свою очередь вращает передающий 2. При этом необходимое, регулируемое усилием нружины 6, равным 1,5-2 кг, количество смазки из емкости 1 передается роликом 2 на поверхность промасливающего ролика 3 в зоне их контакта, а затем с поверхности нромасливающего ролика 3 нужное, регулируемое усилием пружины 8, равным 15-20кг,
стяжкой 9 и кронщтейном 11 количество смазки передается на поверхность прокатного валка 12. Таким образом, устройство позволяет
осуществить двойную регулировку расхода смазки, сначала грубую, изменением усилия прижатия передающего ролика к промасливающему, а затем тонкую, позволяющую изменять толщину смазочной пленки
путем варьирования усилия прижатия промасливающего ролика к прокатным валкам.
При прокатке в валках переменного диаметра обеспечивается саморегулирование
расхода смазки. Так как катающий радиус изменяется при прокатке от меньщего к больщему, то постоянно увеличивается деформация пружины и давление под ее действием промасливающего ролика на поверхность валков. Таким образом, с увеличением обжатия заготовки, вызванного измепением катающего радиуса, звеличивается расход смазки и толщина смазочного слоя, что положительно сказывается на условиях контактного трения.
На основании лабораторных и производственных исследований установлена оптимальная толщина смазочной пленки при прокатке 1-2 мкм. Усилие ирижатия роликов зависит от их материала: для более жестких, изготовленных, например из пенопласта, выбирается максимальное усилие, а для мягких, например поролоновых - минимальное.
Так как пружины изменяют силы трения в контактных зонах системы ролики - валок, возможно еоздание условий, при которых осушёствляетея не только качение каждого элемента этой еистемы ио поверхнести другого, но и периодическое, при необходимости, проскальзывание их друг относительно друга. Такое техническое решение вопроса нанесения смазки на валки обеспечивает не только перенос смазочного слоя с промасливающего ролика на валок, по также и втирание и равномерное распределение смазки по поверхности прокатных валков. Эти два фактора способствуют повыщению работоспособности и
прочности смазочной пленки, стабильности условий трения при прокатке и повыщению эффективности действия смазки.
Формула изобретения
Устройство для нанесения технологической смазки на прокатные валки, включающее промасливающий элемент в виде двух контактирующих роликов, механизмы регулирования и поджатия к валку и емкость со смазкой, отличающееся тем, что, с целью расщирения диапазона регулирования расхода смазки, ролики снабжены маятниковыми кронштейнами, которые связаны между собой с помощью шарнира и механизма их взаимного поджатия, выполненного в виде пружины, при этом маятниковый кронштейн ролика, контактирующего с валком, поворотно уетановлен на неподвижном кронштейне и связан с собственным механизмом поджатия к валку.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР .YO 427751, кл. В 21 В 27/10, 1973.
2.Авторское свидетельство СССР ЛЬ 532417, кл. В 21 В, 27/06, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения технологической смазки на валки прокатных станов | 1978 |
|
SU772623A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ | 1992 |
|
RU2040985C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| Устройство для подачи технологической смазки на прокатные валки | 1977 |
|
SU725730A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО МАТЕРИАЛА НА ВНЕШНИЕ ПОВЕРХНОСТИ ВАЛКОВ ПРОКАТНЫХ КЛЕТЕЙ | 2002 |
|
RU2294252C2 |
| Прокатная клеть | 1979 |
|
SU804019A1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| Прокатный валок | 1979 |
|
SU854470A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
7/
7////////7///Z
Вид А повернуто
Сриг.2
