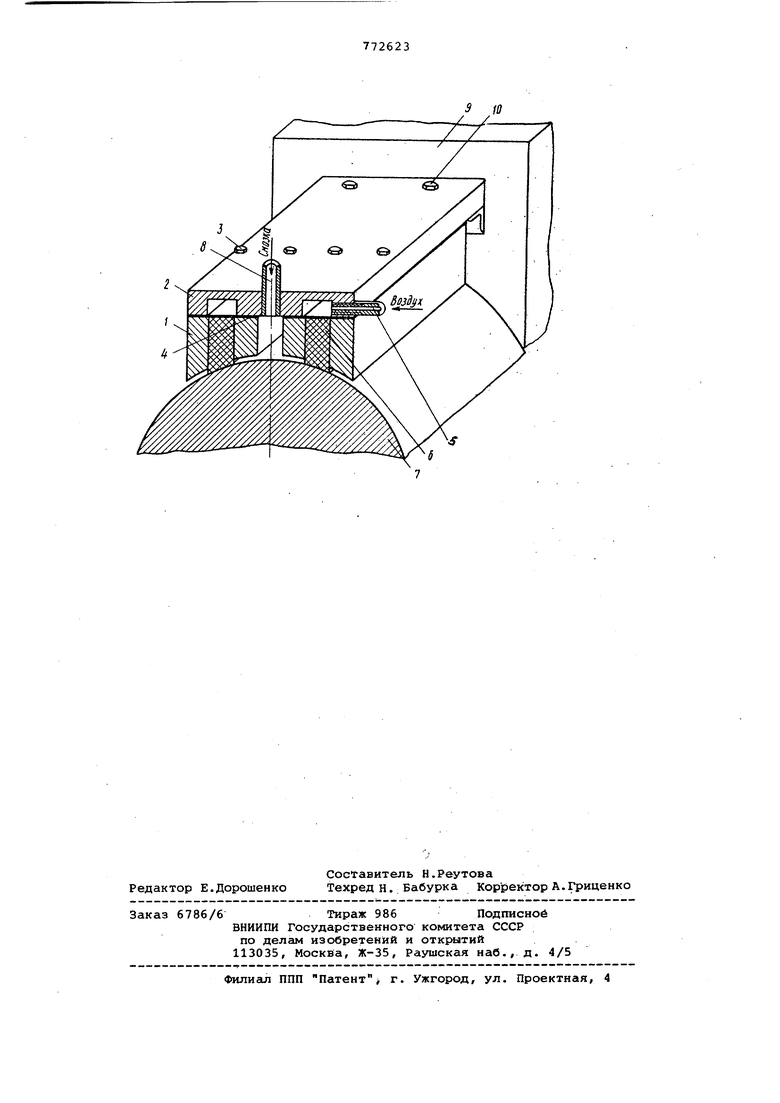
Цель изобретения - создание равномерной смазочной пленки и улучшение кг.чества проката. Поставленная цель достигается тем что по периметру корпуса выполнена полость, соединенная с магистралью сх.атого воздуха и снабженная эластич ной мембраной, контактирующей с прижи мсзм. На чертеже изображено предлагаемое устройство. Устройство состоит из замкнутой камеры 1 с пазом, выполненным по ее периметру. Длина камеры соответствует протяженности рабочего участка бочки валка. Основание 2 также с пазом, вырезанным по периметру, крепит ся к камере 1 болтами 3. Пазы камеры и основания при сборке совмещаю ся. Между камерой и основанием прокладывается мембрана 4 из высокоэластичного материала, например, из мягкой.маслобензостойкой резины марки Б с относительным удлинением при разрыве не менее 400%,Полость основа ния соединена штуцером 5 с магистралью сжатого воздуха. В паз камеры плотно вставляется до упора в мембра ну пластина 6 из пластичного, хорошо впитывающего жидкость материала, например, войлока. Войлочная пластина выступает из полости камеры на 5-10 и выступающая часть профилируется по форме бочки валка 7. Сторона камеры 1, обращенная к поверхности валка профилируется по его окружности, кро ме того, в промасливателе для сортового стана камеру необходимо профили ровать вдоль бочки. Смазка в камеру поступает через о верстие в основании и штуцер 8. Устройство для нанесения смазки крепится основанием 2 на подушкак 9 валка или станинах болтами 10 таким образом, чтобы войлочная плас тина только касалась поверхности вал ка. Установка смазочно-подающего уст ройства относительно валка при разли чающихся диаметрах бочки регулируется набором прокладок. . При прокатке в полость основания подают воздух из магитрали, с давлением 1-3 ати. Давление воздуха устанавливается регулятором и контролируется манометру (на чертеже не показаны). Под давлением воздуха резиновая мембрана 4 деформируется и давит на войлочную пластину 6, прижимая ее к поверхности вешка 7. Таки оГ)разом камера промасливателя и валок образуют замкнутую полость, в ко торую смазка под давлением 0,5-1 ати поступает через отверстие в основании 2 и (штуцер 8 и уносится вращающимся валком. Войлочная пластина с одной стороны камеры надежно стирает охлаждающую воду, а с другой - равномерно распределяет смазку вдоль валка. По мере общего или местного износа бочки валка войлочная пластина 6 подается к его поверхности под действием мембраны 4, на которую, в свою очередь, давит воздух. Благодаря поддержанию давления воздуха на постоянном уровне, усилие прижатия войлока по всему периметру камеры остается- постоянным на протяжении кампаний работы валков. Это приводит к равномерному стиранию охлаждающей воды и нанесению слоя смазки устойчивой толщины, стабилизации условий трения по образующей валка и улучшению качества проката, а также к экономии смазочного материала. Изменяя.давление воздуха подаваемого в промасливатель, можно надежно и просто регулировать толщину смазочной пленки. Если высота камеры 1 не намного превыщает рассчитанную по формуле где h - толщина войлока, мм, (3 - относительное удлинение при разрыве материала мембраны,%, то расход войлока будет минимальным. Формула изобретения Устройство для нанесения технологической смазки на валки прокатных станов, включающее корпус с прижимом, выполненным, например, из войлока, смазочноподводящий трубопровод, механизм прижатия к валку, отличающееся тем, что, с целью создания равномерной смазочной пленки и улучшения качества проката, по периметру корпуса выполнена полость, соединенная с магистралью сжатого воздуха и снабженная эластичной мембраной, контактирукнцей с прижимом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 500835, кл. В 21 В 27/10,1976. 2.Авторское свидетельство СССР № 407601, кл. В 21 В 27/10, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки и смазки рабочей поверхности прокатного валка | 1985 |
|
SU1301499A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Устройство для нанесения технологической смазки на прокатные валки | 1977 |
|
SU682295A1 |
| Устройство для нанесения технологической смазки на валки | 1979 |
|
SU858963A2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛА | 1998 |
|
RU2124406C1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| Устройство для подачи смазки на валки | 1989 |
|
SU1664432A1 |
| Устройство для нанесения технологической смазки на валки прокатного стана | 1984 |
|
SU1186299A1 |
| Устройство для подачи технологической смазки на поверхность прокатных валков | 1980 |
|
SU1005966A1 |
| Способ смазки прокатных валков | 1980 |
|
SU1005964A1 |