1
Изобретение относится к области обработки металлов давлением, а именно к конструкциям штампов для объемной штамповки изделий с ребрами жесткости.
Известен штамп для объемной штамповки изделий с ребрами жесткости, содержаший верхнюю половину и нижнюю половину с основным пазом под периферийное ребро жесткости 1.
Недостатком известного штампа является невысокое качество изделий вследствие того, что в процессе штамповки возникает неравномерная схема течения металла в гравюре штампа н в периферийных ребрах изделия появляются дефекты типа «прострела. Уменьшение толшины облойного мостика в месте наблюдаемого дефекта не дает положительного эффекта вследствие возрастания удельных давлений и уменьшения износостойкости инструмента.
Целью изобретения является улучшение качества получаемых изделий и повышение стойкости инструмента.
Поставленная цель достигается тем, что в нижней половине штампа параллельно основному пазу внутри его контура выполнен дополнительный паз с шириной, равной ширине основного паза.
Целесообразным является размешение осевых линий основного и дополнительного
пазов на расстоянии, определяемом зависимостью
а -: 2fi - ,
АЛ
где а - расстояние между осевыми линиями основного и дополнительного пазов;
Н - глубина основного паза; б - ширина основного паза;
А/г - степень осадки.
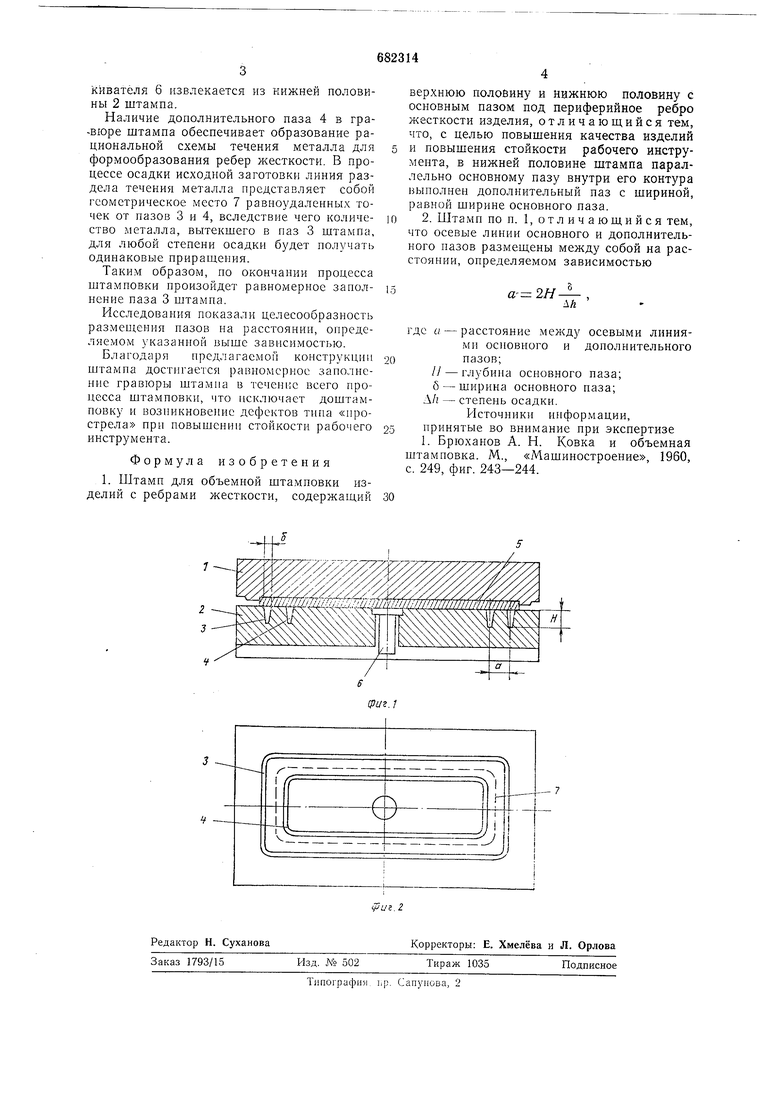
Па фиг. 1 представлен штамп в разрезе, вид сбоку; на фиг. 2 - нижняя ноловина штампа, вид сверху.
Штамп состоит из верхнс 1 и нижней 2 половин. В нижней половине выполнен основной паз 3 под ребро жесткости изделия. В той же половине штампа на расстоянии а от осевой линии паза 3 выполнен дополнительный паз 4.
Процесс формообразования изделия происходит следуюш,им образом.
Исходная заготовка 5 укладывается в нижней половине 2 штампа. После чего верхняя половина 1 штампа, имеюшая гладкую рабочую поверхность, осаживает исходную заготовку. При этом происходит заполнение металлом гравюра штампа (пазы 3 и 4) и истечение излишка металла в облой. Готовое изделие с помощью вытал
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки изделий типа панелей | 1981 |
|
SU979009A1 |
| Штамп для получения удлиненных поковок | 1987 |
|
SU1433621A1 |
| Совмещенный штамп для многоручьевой объемной штамповки поковок с ребрами жесткости | 1985 |
|
SU1328053A1 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1988 |
|
SU1569072A1 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1989 |
|
SU1731390A2 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
