Изобретение относится к обработке металлов давлением и может быть использовано для штамповки изделий типа панелей на гидравлических прессах.
Известен штамп для штамповки изделий типа панелей, состоящий из верхней половины и нижней половины с выполненной в ней гравюрой, содержащий пазы под основное и дополнительное контурные ребра изделия ij .
Использование в штампе дополнительного контурного ребра, размещенного параллельно основному ребру жесткости изделия, позволяет создать двухстороннюю схему затекания металла в паз штампа под основное ребро жесткости изделия, но приводит к необходимости дополнительной механической операции по удалению дополнительного контурного ребра.
Из известных штампов наиболее близким к изобретению по технической сущности является штамп, состоящий из верхней половины и нижней половины с выполненной в ней гравюрой, содержащий паз под контурное ребро изделия и заусенечную канавКУ 2.
Недостатком такого штампа является невысокое качество изделий
вследствие того, что в процессе осадки исходной заготовки в пазах штампа под контурное ребро изделия наблюдается односторонняя схема . затекания металла со стороны центральных зон заготовки.
Это приводит к браку изделия по макроструктуре или даже образованию прострела под контурным реб10ром.
Целью изобретения является повышение качества при штамповке изделий типа панелей с контурными ребрами.
15
Поставленная цель достигается тем, что в штампе, состоящем из верхней половины и нижней половины с выполненной в ней гравюрой, содержащей п.аз под контурное ребро изделия и
20 заусенечную канавку, на гравюре штампа между пазом под контурное ребро и заусенечной канавкой по все му контуру выполнена полость под дополнительное полотно изделия ши25риной 1,5-3 высоты основного полотна изделия.
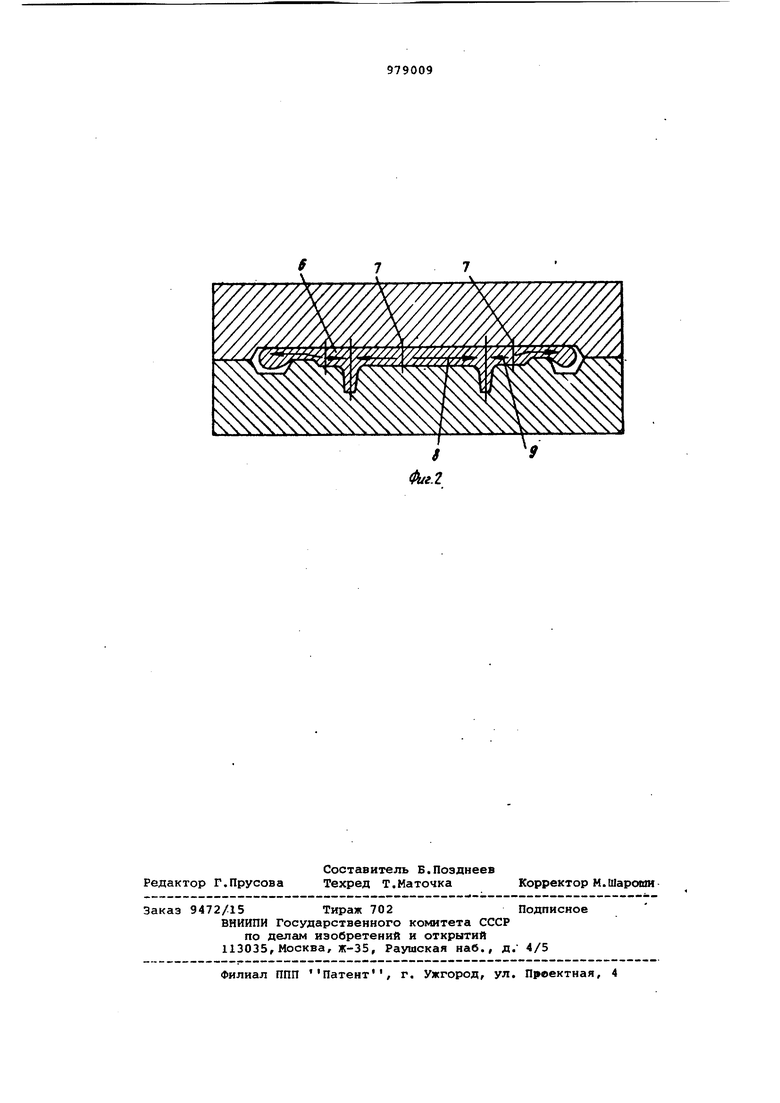
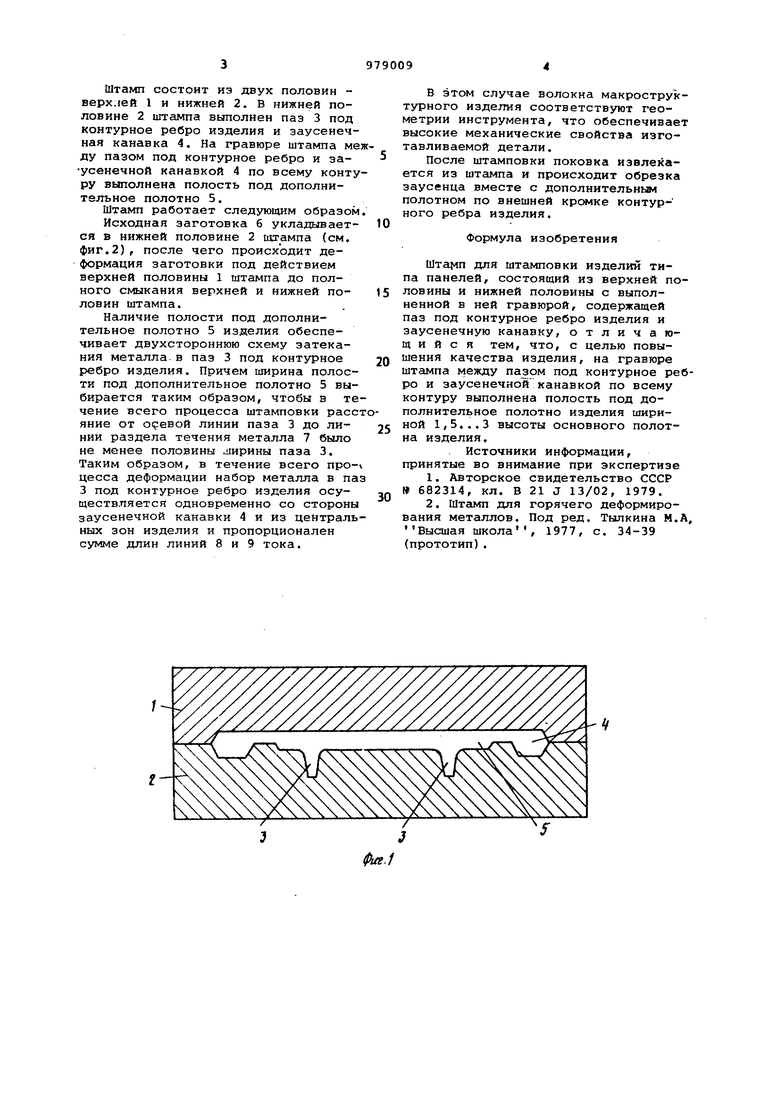
На фиг.1 представлена схема штампа; на фиг,2 - схема штампа с 30 заготовкой.
Штамп состоит из двух половин верхлей 1 и нижней 2. В нижней половине 2 штампа выполнен паз 3 под контурное ребро изделия и эаусенечная канавка 4, На гравюре штампа меду пазом под контурное ребро и заусенечной канавкой 4 по всему контуру выполнена полость под дополнительное полотно 5.
Штамп работает следующим образом
Исходная заготовка б укладывается в нижней половине 2 штампа (см. фиг.2), после чего происходит деформация заготовки под действием верхней половины 1 штампа до полного смыкания верхней и нижней половин штампа.
Наличие полости под дополнительное полотно 5 изделия обеспечивает двухстороннюю схему затекания металла.в паз 3 под контурное ребро изделия. Причем ширина полости под дополнительное полотно 5 выбирается таким образом, чтобы в течение всего процесса штамповки расстяние от о(евой линии паза 3 до лиНИИ раздела течения металла 7 было не менее половины а1ирины паза 3. Таким образом, в течение всего про- цесса деформации набор металла в паз 3 под контурное ребро изделия осуществляется одновременно со стороны заусенечной канавки 4 и из центральных зон изделия и пропорционален cyTviMe длин линий 8 и 9 тока.
В этом случае волокна макроструктурного изделия соответствуют геометрии инструмента, что обеспечивае высокие механические свойства изготавливаемой детали.
После штамповки поковка извлекается из штампа и происходит обрезка заусенца вместе с дополнительным полотном по внешней контурного ребра изделия.
Формула изобретения
для штё1мповки изделии типа панелей, состоящий из верхней половины и нижней половины с выполненной в ней гравюрой, содержащей паз под контурное ребро изделия и заусенечную канавку, отличающийся тем, что, с целью повышения качества изделия, на гравюре штампа между под контурное реро и заусенечнойканавкой по всему контуру выполнена полость под дополнительное полотно изделия шириной 1,5...3 высоты основного полотна изделия.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 682314, кл. В 21 J 13/02, 1979.
2.Штамп для горячего деформирования металлов. Под ред. Тылкина М. Высшая школа , 1977, с. 34-39 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для многоручьевой открытой объемной штамповки | 1978 |
|
SU764817A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ | 2010 |
|
RU2450884C2 |
| Штамп для объемной штамповки изделий с ребрами жесткости | 1978 |
|
SU682314A1 |
| Инструмент для молотовой штамповки | 1981 |
|
SU986569A1 |
| Совмещенный штамп для многоручьевой объемной штамповки поковок с ребрами жесткости | 1985 |
|
SU1328053A1 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| Штамп для штамповки поковок с ребрами | 1984 |
|
SU1234031A1 |
| Штамп для объемной штамповки поковок с переменным сечением | 1991 |
|
SU1766567A1 |
| Молотовый штамп | 1981 |
|
SU941000A1 |
| Штамп для объемной штамповки поковок | 1986 |
|
SU1368101A1 |