Для получения на плоскостях следов резания от зерен абразивных брусков по синусоиде, удлиненной диклоиде или по какой-либо кривой из семейства удлиненных трохоид (от вращения точки по эллипсу и одновременного перемещения по прямой параллельно малой оси эллипса), т. е. для осуществления обработки плоских металлических поверхностей хонингованием, предлагается хонинг-станок.
Особенность этого станка состоит в том, что его стол может сообщать обрабатываемому изделию движение по прямой, кругу или эллипсу, относительно неподвижной хонинг- головки, сохраняя при этом горизонтальные и вертикальные плоскости параллельными самим себе. При одновременном возвратно-поступательном движении хонинг-головки и стола получают траекторию следов резания от зерен абразивных брусков на хонингуемой плоскости по синусоиде, удлиненной циклоиде или по какой-либо кривой из семейства удлиненных трохоид. Для этого имеются три стойки, из которых верхняя, несущая стол для закрепления на нем изделия, входит своим нижним плоским отростком в паз среднего стола; последний таким же образом связан с неподвижной нижней стойкой, причем в средней
и нижней стойках помещены кривощипные приводы для сообщения движений соответственно верхней и средней стойкам. Чтобы средняя стойка получала движение по кругу, все три стойки последовательно связаны одна с другой щарнирными пар ал лелогр амм а ми.
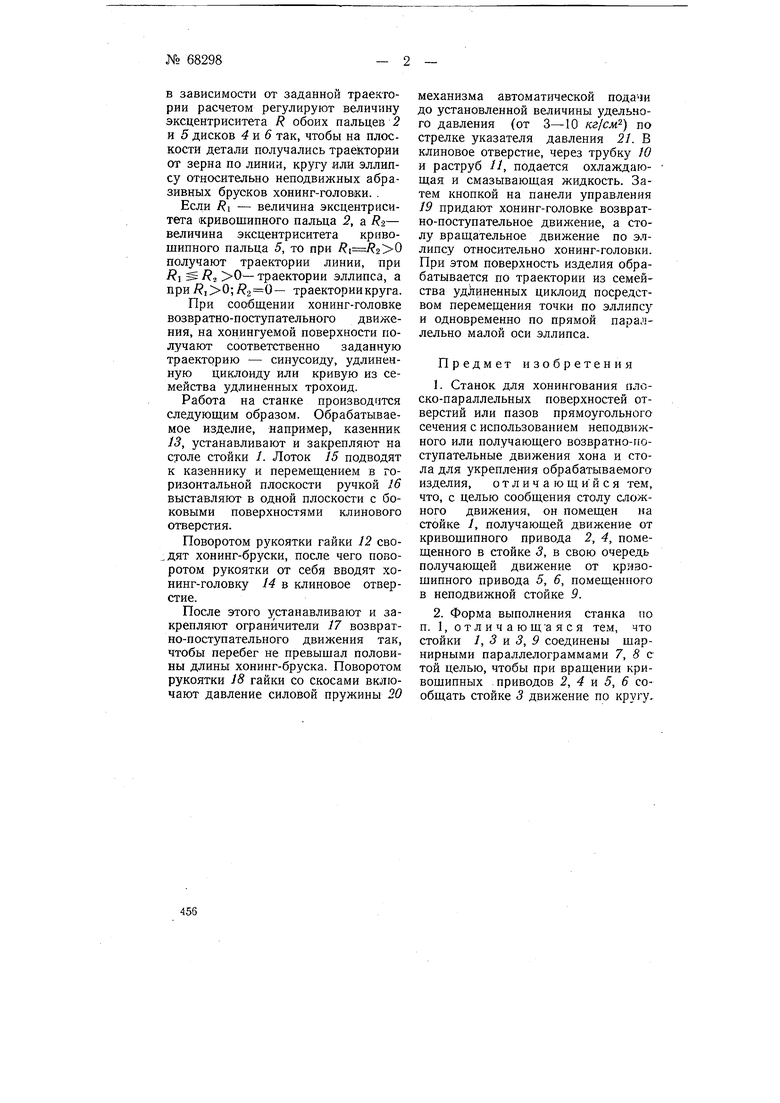
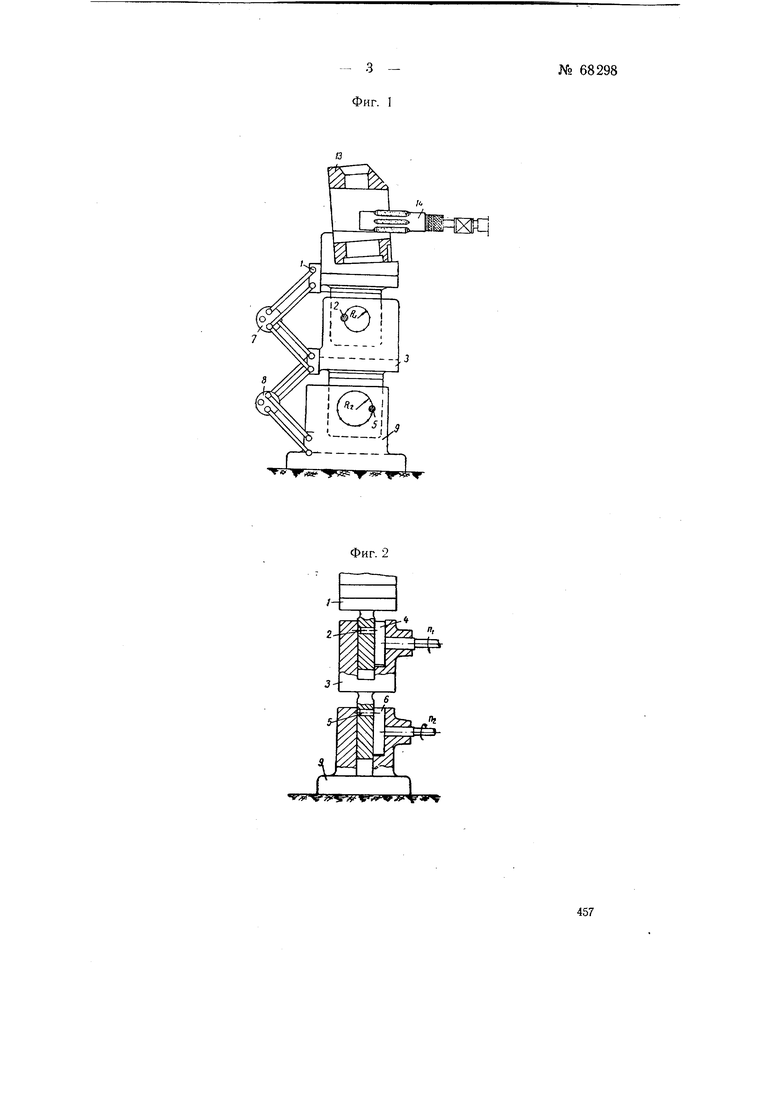
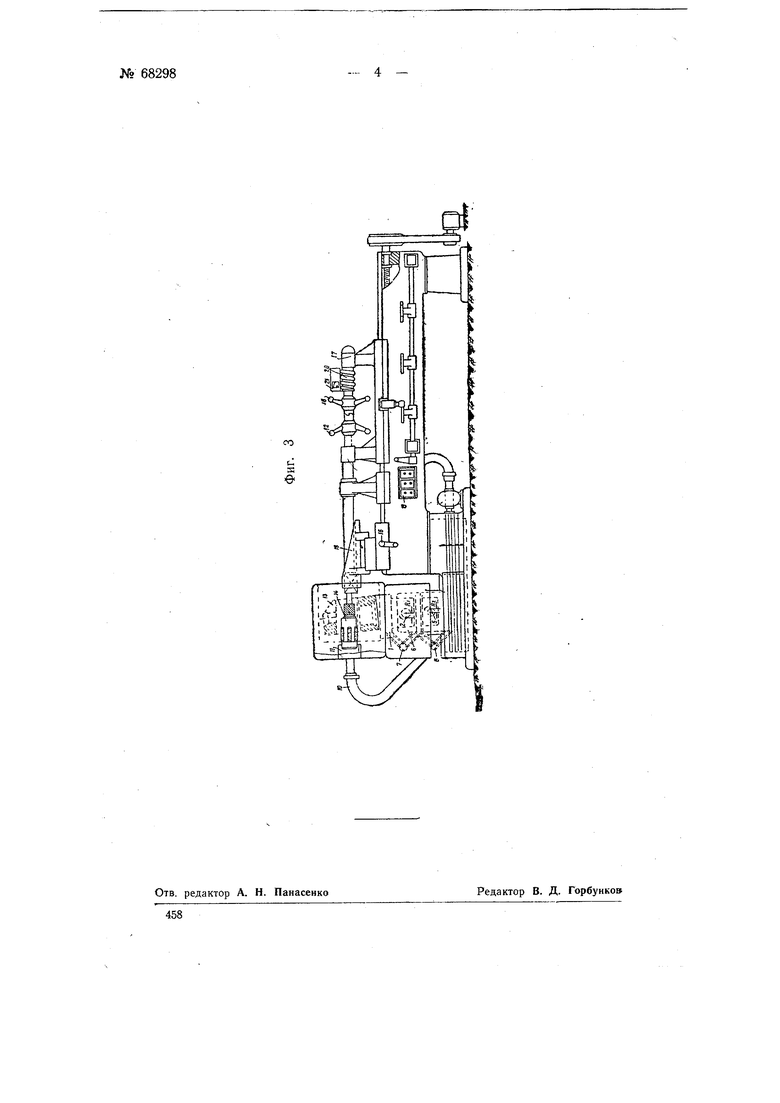
На фиг. 1 изображен вид стоек со столом и укрепленной на нем обрабатываемой деталью сбоку в разрезе; на фиг. 2 представлен поперечный вертикальный разрез стоек со столом; на фиг. 3-вид станка со стойками сбоку.
В нижней неподвижной стойке 9 имеется прорезь, в которой помещается диск 6, соединенный с приводом и кривошипным пальцем 5, входящим в нижний отросток средней стойки 3. К нижней стойке 9 и средней стойке 3 прикреплены шарнирные параллелограммы 7 н 8, которые при вращении диска 5 с пальцем 5 перемещают среднюю стойку 3 по кругу таким образом, что горизонтальные и вертикальные плоскости остаются параллельными самим себе. Верхняя стойка / помещена в стойке 3 соверщенно так же, как стойка 3 в стойке 9, с той лишь разницей, что диск 4 с пальцем 2 вращается в обратную сторону.
Настройка заключается в том, что
455
в зависимости от заданной траектории расчетом регулируют величину эксцентриситета R обоих пальцев 2 и 5 дисков 4 и б так, чтобы на плоскости детали получались траектории от зерна по линии, кругу или эллипсу относительно неподвижных абразивных брусков хонинг-головки. .
Если RI - величина эксцентриситета кривошипного пальца 2, а R-2- величина эксцентриситета кривошипного пальца 5, то при , получают траектории линии, при 1 S 0- траектории эллипса, а при/, траектории круга. При сообщении хонинг-головке возвратно-поступательного движения, на хонингуемой поверхности получают соответственно заданную траекторию - синусоиду, удлиненную циклоиду или кривую из семейства удлиненных трохоид.
Работа на станке производится следующим образом. Обрабатываемое изделие, например, казенник 13, устанавливают и закрепляют на столе стойки /. Лоток 15 подводят к казеннику и перемещением в горизонтальной плоскости ручкой 16 выставляют в одной плоскости с боковыми поверхностями клинового отверстия.
Поворотом рукоятки гайки 12 сво,дят хонинг-бруски, после чего поворотом рукоятки от себя вводят хонинг-головку 14 в клиновое отверстие.
После этого у;станавливают и закрепляют ограничители 17 возвратно-поступательного движения так, чтобы перебег не превышал половины длины хонинг-бруска. Поворотом рукоятки 18 гайки со скосами включают давление силовой пружины 20
механизма автоматической подачи до установленной величины удельного давления (от 3-10 кг/см) по стрелке указателя давления 21. В клиновое отверстие, через трубку 10 и раструб 11, подается охлаждающая и смазывающая жидкость. Затем кнопкой на панели управления 19 придают хонинг-головке возвратно-поступательное движение, а столу вращательное движение по эллипсу относительно хонинг-головки. При этом поверхность изделия обрабатывается по траектории из семейства удлиненных циклоид посредством перемещения точки по эллипсу и одновременно по прямой параллельно малой оси эллипса.
Предмет изобретения
1.Станок для хонингования плоско-параллельных поверхностей отверстий или пазов прямоугольного сечения с использованием неподвижного или получающего возвратно-поступательные движения хона и стола для укрепления обрабатываемого изделия, отличающийся тем, что, с целью сообщения столу сложного движения, он помещен на стойке 1, получающей движение от кривошипного привода 2, 4, помещенного в стойке 3, в свою очередь получающей движение от кривошипного привода 5, 6, помещенного в неподвижной стойке 9.
2.Форма выполнения станка по п. 1, отличающаяся тем, что стойки 1, 3 и 3, 9 соединены шарнирными параллелограммами 7, S с той целью, чтобы при вращении кривошипных приводов 2, 4 vi 5, 6 сообщать стойке 3 движение по кругу.
№ 68298
3 -
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Хон для обработки отверстий | 1985 |
|
SU1282435A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННИХ ТРОХОИДАЛБНЫХ ПОВЕРХНОСТЕЙ | 1968 |
|
SU219996A1 |
| МЕХАНИЗМ ДЛЯ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ | 1995 |
|
RU2102642C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ФИГУРНЫХ ПЛОСКОСТЕЙ | 1999 |
|
RU2175024C2 |
| Карусельный двигатель | 2021 |
|
RU2791634C2 |
| Устройство для обработки профильных валов и втулок с равноосным контуром | 1980 |
|
SU931400A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
iryy fjyW f f
со
